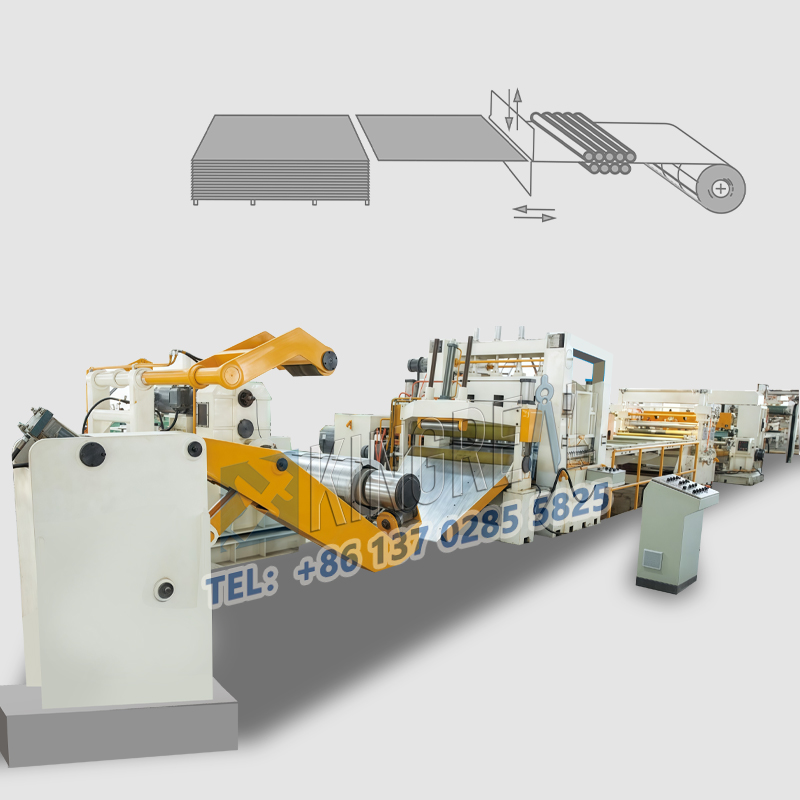
ఆధునిక తయారీలో,హెవీy గేజ్ పొడవు పంక్తులకు కత్తిరించండి. ఇది పెద్ద మెటల్ కాయిల్స్ను బహుళ-ప్రాసెస్ సహకార ఆపరేషన్ ద్వారా ఖచ్చితమైన పరిమాణంలోని లోహ పలకలుగా మారుస్తుంది. మార్కెట్ డిమాండ్లో నిరంతర మార్పులతో, ముఖ్యంగా మందపాటి ప్లేట్ పదార్థాలను ప్రాసెస్ చేయడానికి పెరుగుతున్న డిమాండ్, కింగ్రెయల్ స్టీల్ స్లిట్టర్ హెవీ డ్యూటీ కట్ యొక్క పొడవు యంత్రాలకు రూపకల్పన మరియు అభివృద్ధిలో ఆవిష్కరణను కొనసాగిస్తోంది మరియు వినియోగదారులకు మరింత సమర్థవంతమైన మరియు ఖచ్చితమైన పరిష్కారాలను అందించడానికి కట్టుబడి ఉంది.
20 ఏళ్ళకు పైగా గొప్ప అనుభవంతో, కింగ్రెల్ స్టీల్ స్లిట్టర్ ఇండోనేషియా, మలేషియా, సింగపూర్, రష్యా, యునైటెడ్ స్టేట్స్ మరియు జర్మనీ వంటి అనేక దేశాలతో సన్నిహిత సహకార సంబంధాలను ఏర్పరచుకుంది. గ్లోబల్ కస్టమర్లు మరియు మార్కెట్ పరిశోధన మరియు విశ్లేషణలతో లోతైన మార్పిడి ద్వారా, మా ఇంజనీర్లు చాలా మంది వినియోగదారులకు కాయిల్స్ మందం కోసం స్పష్టమైన అవసరాలు ఉన్నాయని కనుగొన్నారు, భారీ గేజ్ కట్ టు లెంగ్త్ లైన్లు నిర్వహించగలవు. ఈ అవసరాలు కస్టమర్ యొక్క తుది ఉపయోగం మీద ఆధారపడి ఉంటాయి. కొంతమంది కస్టమర్లు సన్నని మెటల్ కాయిల్లను కత్తిరించాల్సిన అవసరం ఉంది, మరికొందరు మందపాటి మెటల్ కాయిల్లను నిర్వహించగల పొడవు యంత్రాలకు హెవీ డ్యూటీ కట్ అవసరం. అయినప్పటికీ, ఇప్పటికే ఉన్న భారీ గేజ్ కట్ పొడవు రేఖలకు కట్ ఇప్పటికీ డిజైన్ మరియు తయారీలో చాలా సవాళ్లను ఎదుర్కొంటుంది.
డిజైన్, తయారీ మరియు ట్రయల్ ఆపరేషన్ యొక్క సుదీర్ఘ కాలం తరువాత, కింగ్రియల్ స్టీల్ స్లిట్టర్ కస్టమర్ అవసరాలను తీర్చగల హెవీ డ్యూటీ కట్ టు లెంగ్త్ మెషీన్ను ప్రారంభించింది, ఈ రంగంలో మా సాంకేతిక ఆవిష్కరణలను సూచిస్తుంది.

1.1 డిజైన్ మరియు తయారీ యొక్క సవాళ్లు
యొక్క ఉత్పత్తి అభ్యాసం నుండిహెవీ డ్యూటీ పొడవు యంత్రాలకు కట్అవి మార్కెట్లో ఉత్పత్తిలో ఉంచబడ్డాయి, దాని ఉత్పత్తి సామర్థ్యం మరియు సంభావ్యత చాలా ఆకట్టుకుంటుంది, కాని బలహీనమైన లింకులు తరచుగా తాపన మరియు ముగింపు ప్రక్రియలలో కనిపిస్తాయి. అందువల్ల, హెవీ గేజ్ కట్ టు లెంగ్త్ లైన్కు రూపకల్పన చేసేటప్పుడు, కింగ్రియల్ స్టీల్ స్లిట్టర్ ఇంజనీర్లు తాపన మరియు పూర్తి చేసే వర్క్షాప్ల సామర్థ్యం హెవీ డ్యూటీ కట్ టు లెంగ్త్ మెషీన్ యొక్క అవసరాలను తీర్చగలదని నిర్ధారించుకోవాలి.
హెవీ గేజ్ కట్ టు లెంగ్త్ లైన్ యొక్క రూపకల్పన ఈ క్రింది అవసరాలను తీర్చాలి:
ఉత్పత్తి సామర్థ్య మ్యాచింగ్: హెవీ డ్యూటీ కట్ టు లెంగ్త్ మెషీన్ యొక్క ఉత్పత్తి సామర్థ్యానికి ఇది అనుకూలంగా ఉండేలా డిజైన్ నిర్ధారించాలి.
మకా శక్తి ఎంపిక: భవిష్యత్తులో అధిక మందం కాయిల్లను కత్తిరించే అవసరాలను తీర్చడానికి మకా శక్తిని మిగులుతో వదిలివేయాలి.
కోత నాణ్యత మరియు ఖచ్చితత్వం: ఇది నిరంతరం మెరుగుపరిచే మందపాటి ప్లేట్ మకా నాణ్యత మరియు స్టీల్ ప్లేట్ డైమెన్షనల్ ఖచ్చితత్వం యొక్క అవసరాలను తీర్చాలి.
ఆటోమేషన్ నియంత్రణ అవసరాలు: లేఅవుట్ పరంగా, భారీ గేజ్ యొక్క పరికరాల ఎంపిక మరియు నిర్మాణం పొడవు రేఖకు కత్తిరించండి, ఆటోమేషన్ నియంత్రణ యొక్క అవసరాలు తప్పక తీర్చాలి.
మిగులు ఉత్పత్తి సామర్థ్యం: ఉత్పత్తి సామర్థ్యం మరియు ఉత్పత్తి పరిధి యొక్క భవిష్యత్తు విస్తరణను ఎదుర్కోవటానికి మిగులు ఉత్పత్తి సామర్థ్యాన్ని రిజర్వ్ చేస్తుంది.

1.2 కారకాలు యూనిట్ కోత నిరోధకతను ప్రభావితం చేస్తాయి
యొక్క ఆపరేషన్లోహెవీ డ్యూటీ పొడవు యంత్రాలకు కట్,బహుళ కారకాలు యూనిట్ కోత నిరోధకతను ప్రభావితం చేస్తాయి, వీటితో సహా:
1. మెటల్ లక్షణాలు
లోహ పదార్థం యొక్క బలం పరిమితి అధికంగా ఉంటుంది, ఎక్కువ కోత నిరోధకత మరియు తక్కువ ప్లాస్టిసిటీ. కోత సమయంలో చిన్న సాపేక్ష చొచ్చుకుపోయే లోతు, అంతకుముందు లోహ పగులు సంభవిస్తుంది. అందువల్ల, యూనిట్ కోత నిరోధకత లోహం యొక్క బలం మరియు ప్లాస్టిసిటీకి దగ్గరి సంబంధం కలిగి ఉంటుంది.
2. కోత ఉష్ణోగ్రత
అధిక లేదా తక్కువ మకా ఉష్ణోగ్రత కూడా యూనిట్ కోత నిరోధకతను నేరుగా ప్రభావితం చేస్తుంది. ఉష్ణోగ్రత ఎక్కువ, చిన్నది యూనిట్ కోత నిరోధకత మరియు మకా సమయంలో సంబంధిత సాపేక్ష చొచ్చుకుపోయే లోతు ఎక్కువ. భారీ గేజ్ కట్ యొక్క పొడవు పంక్తుల రూపకల్పన మరియు ఆపరేషన్కు ఇది చాలా ప్రాముఖ్యత కలిగి ఉంది.
3. వైకల్యం లోతు
వేడి మకా సమయంలో, వైకల్య వేగం పెరుగుదలతో యూనిట్ కోత నిరోధకత పెరుగుతుంది. కోల్డ్ షేరింగ్ విషయంలో, యూనిట్ కోత నిరోధకతపై మకా వేగం యొక్క ప్రభావం చాలా చిన్నది మరియు సాధారణంగా విస్మరించబడుతుంది.
4. షీర్ బ్లేడ్ పార్శ్వ క్లియరెన్స్
కోత బ్లేడ్ పార్శ్వ క్లియరెన్స్ యొక్క పరిమాణం మకా సమయంలో ఒత్తిడి పరిస్థితిని ప్రభావితం చేస్తుంది. పార్శ్వ క్లియరెన్స్ క్రమంగా పెరిగినప్పుడు, ఒత్తిడి పరిస్థితి కుదింపు → షీరింగ్ → బెండింగ్ నుండి క్రమంగా జరుగుతుంది. షీర్ బ్లేడ్ పార్శ్వ క్లియరెన్స్ యొక్క పరిమాణం యొక్క సహేతుకమైన ఎంపిక మరియు నిర్వహణ హెవీ డ్యూటీ కట్ టు లెంగ్త్ మెషీన్ యొక్క సరైన ఉపయోగం కోసం చాలా ముఖ్యమైనది. కోత బ్లేడ్ యొక్క సాపేక్ష పార్శ్వ క్లియరెన్స్ పెరిగేకొద్దీ, యూనిట్ కోత నిరోధకత తగ్గుతుంది మరియు పగులు వద్ద సంబంధిత సాపేక్ష చొచ్చుకుపోయే లోతు పెరుగుతుందని ప్రయోగాలు చూపిస్తున్నాయి.

1.3 శీతలీకరణ మంచం శీతలీకరణ
ఉత్పత్తిలోhఈవి గేజ్ కట్ టు లెంగ్త్ లైన్,శీతలీకరణ మంచం శీతలీకరణ కూడా ఒక ముఖ్యమైన లింక్. హాట్ స్ట్రెయిట్ స్టీల్ ప్లేట్ హాట్ స్టీల్ ప్లేట్ మార్కింగ్ పరికరం ద్వారా గుర్తించబడిన తరువాత, ఇది వాకింగ్ బీమ్ శీతలీకరణ మంచంలోకి ప్రవేశిస్తుంది. ఈ సమయంలో, స్టీల్ ప్లేట్ యొక్క ఉష్ణోగ్రత సాధారణంగా 600-700 ℃ ℃ ℃ ℃, మరియు అదనపు మందపాటి ప్లేట్ యొక్క ఉష్ణోగ్రత 850 above కంటే ఎక్కువ చేరుకోవచ్చు.
శీతలీకరణ మంచం వద్ద, 5-150 మిమీ మందంతో స్టీల్ ప్లేట్ల యొక్క లాజిస్టిక్స్ క్రింది ప్రవాహ దిశలుగా విభజించబడతాయి:
అదనపు మందపాటి ప్లేట్ శీతలీకరణ బెడ్: 50 మిమీ కంటే ఎక్కువ మందంతో స్టీల్ ప్లేట్లు శీతలీకరణ కోసం నెం.
సాధారణ శీతలీకరణ బెడ్: 50 మిమీ కంటే తక్కువ మందంతో స్టీల్ ప్లేట్లు ఎంటర్ నెం. రెండు శీతలీకరణ పడకల యొక్క విభిన్న ఆకృతీకరణల కారణంగా, శీతలీకరణ పడకల వినియోగ రేటును మెరుగుపరచడానికి, మందమైన స్టీల్ ప్లేట్లను వీలైనంతవరకు నెం .1 శీతలీకరణ మంచం మీద చల్లబరచడానికి ఏర్పాటు చేయాలి.
శీతలీకరణ మంచం మీద, స్టీల్ ప్లేట్లు ముక్కలుగా ముక్కలుగా డిశ్చార్జ్ చేయబడతాయి, సాధారణంగా 1 వరుస లేదా బహుళ వరుసల రూపంలో (4 వరుసల వరకు). శీతలీకరణ మంచం మీద పార్శ్వ అంతరం సాధారణంగా 100-300 మిమీ; అదనపు మందపాటి ప్లేట్ శీతలీకరణ మంచం కోసం, మందం పెరుగుదలతో ఉక్కు పలకల ఉత్సర్గ అంతరం క్రమంగా పెంచాలి, తద్వారా శీతలీకరణ మంచం అనుమతించిన పరిమితిలో యూనిట్ లోడ్ బరువును నియంత్రించడానికి.

కింగ్రియల్ స్టీల్ స్లిట్టర్భారీ గేజ్ పొడవు రేఖకు కట్మార్కెట్లో నిలబడటానికి చాలా ముఖ్యమైన లక్షణాలు ఉన్నాయి:
(1) బహుముఖ మందం అనుకూలత
6-20 మిమీ మందం పారామితులలో మెటల్ కాయిల్లను ప్రాసెస్ చేయగల సామర్థ్యం ఉన్న ఈ వ్యవస్థ దాని సౌకర్యవంతమైన మెటీరియల్ హ్యాండ్లింగ్ సామర్థ్యాల ద్వారా విభిన్న పారిశ్రామిక అవసరాలను పరిష్కరిస్తుంది.
(2) అధిక సామర్థ్యం గల మకా నిర్మాణం
అధునాతన ఫ్లయింగ్ షీర్ టెక్నాలజీతో అమర్చిన ఈ వ్యవస్థ నిరంతరం 80 మీ/నిమిషం గరిష్ట వేగంతో పనిచేస్తుంది, భౌతిక సమగ్రతను కొనసాగిస్తూ నిర్గమాంశ రేటును గణనీయంగా పెంచుతుంది.
(3) ఇంటెలిజెంట్ ఆటోమేషన్ ఇంటిగ్రేషన్
పూర్తి పిఎల్సి-ఆధారిత నియంత్రణ నిర్మాణం కార్యాచరణ విశ్వసనీయత మరియు ప్రక్రియ స్థిరత్వాన్ని నిర్ధారిస్తుంది, ఆటోమేటెడ్ వర్క్ఫ్లో నిర్వహణ ద్వారా మానవ-కారకాల లోపాలను గణనీయంగా తగ్గిస్తుంది.
(4) ఖచ్చితమైన కొలత ప్రోటోకాల్
ఇంటిగ్రేటెడ్ రియల్-టైమ్ మానిటరింగ్ సిస్టమ్ స్వయంచాలకంగా కట్టింగ్ కొలతలు మరియు బ్యాచ్ గణనలను ధృవీకరిస్తుంది మరియు ప్రదర్శిస్తుంది, ఉత్పత్తి చక్రాలలో .1 0.1 మిమీ డైమెన్షనల్ ఖచ్చితత్వానికి హామీ ఇస్తుంది.
(5) సమగ్ర భద్రతా ప్రోటోకాల్స్
అత్యవసర స్టాప్ యాక్టివేషన్ మరియు బహుళ-దశల అలారం వ్యవస్థలతో సహా ద్వంద్వ భద్రతా విధానాలు OSHA- కంప్లైంట్ కార్యకలాపాలను నిర్ధారిస్తాయి, అయితే కార్యాలయ సంఘటనలను తగ్గిస్తాయి.
(6) మార్కెట్ ప్రతిస్పందించే పరిష్కారం
ఖచ్చితమైన మందమైన లోహ పదార్థాల కోసం పెరుగుతున్న డిమాండ్ల నేపథ్యంలో, కింగ్రెయల్ స్టీల్ స్లిట్టర్ ఆర్ అండ్ డి బృందం పరిశ్రమ-ప్రముఖ భారీ గేజ్ కట్ను సుందరమైన లైన్ లైన్కు ఇంజనీరింగ్ చేసింది, ఇది వాణిజ్య సాధ్యతతో సాంకేతిక నైపుణ్యాన్ని సినర్జింగ్ చేస్తుంది. మా పరిష్కారం కొలవగల ROI ని ప్రదర్శిస్తుంది:
|
నిరంతర ఆపరేషన్ డిజైన్ ద్వారా 30% ఉత్పాదకత మెరుగుదల |
|
స్వయంచాలక నాణ్యత నియంత్రణ నుండి 25% కార్యాచరణ ఖర్చు తగ్గింపు |
|
పునరావృత భద్రతా వ్యవస్థల ద్వారా 99.8% ప్రాసెస్ విశ్వసనీయత సాధించింది |
 |
 |
 |
మెటల్ ప్రాసెసింగ్ పరిష్కారాలలో మార్గదర్శకులుగా, మేము మా పరిశ్రమ ప్రాముఖ్యతను కొనసాగిస్తాము:
• ద్వి-వార్షిక హైడ్రాలిక్ సిస్టమ్ నవీకరణలు
Ai AI- నడిచే ప్రిడిక్టివ్ మెయింటెనెన్స్ ఇంటిగ్రేషన్
సముచిత అనువర్తనాల కోసం అనుకూలీకరించదగిన పారామితి మాడ్యూల్స్
సాంకేతిక సంప్రదింపులు లేదా అనుకూలీకరించిన కాన్ఫిగరేషన్ ఎంక్వైరీల కోసం, కింగ్రెల్ స్టీల్ స్లిట్టర్ ఎలా ఉందో చూపించడానికి మా ఇంజనీరింగ్ బృందం సిద్ధంగా ఉందిహెవీ డ్యూటీ పొడవు యంత్రాలకు కట్మీ ఉత్పత్తి మాతృకను ఆప్టిమైజ్ చేయవచ్చు. లోతైన-డైవ్ సాంకేతిక ప్రదర్శనను షెడ్యూల్ చేయడానికి మమ్మల్ని సంప్రదించండి మరియు మీ లోహపు పని కార్యకలాపాలకు అనుగుణంగా పోటీ ప్రయోజనాలను కనుగొనండి.