హాట్ రోల్డ్ స్లిటింగ్ లైన్మెటల్ ప్రాసెసింగ్ పరిశ్రమలో విస్తృతంగా ఉపయోగించే ఒక ముఖ్యమైన ఉత్పత్తి పరికరాలు. దీని ప్రధాన పని విస్తృత హాట్-రోల్డ్ మెటల్ కాయిల్ను పొడవు దిశలో అవసరమైన వెడల్పు యొక్క బహుళ స్ట్రిప్స్లో కత్తిరించడం. ఈ స్ట్రిప్స్ సాధారణంగా తరువాతి రోలింగ్, ఖాళీ, కోల్డ్ బెండింగ్ మరియు స్టాంపింగ్ ప్రక్రియలలో ఉపయోగించబడతాయి మరియు వివిధ పారిశ్రామిక ఉత్పత్తులకు ప్రాథమిక పదార్థాలుగా మారతాయి. ఈ వ్యాసం వర్క్ఫ్లో, సాంకేతిక పారామితులు, సాధారణ ఆపరేటింగ్ సమస్యలు మరియు హాట్ రోల్డ్ స్లిటింగ్ మెషీన్ యొక్క పరిష్కారాలను వివరంగా పరిచయం చేస్తుంది. మీరు మరిన్ని పారామితులు లేదా వీడియో సమాచారాన్ని పొందవలసి వస్తే, కింగ్రెల్ స్టీల్ స్లిట్టర్ను సంప్రదించడానికి స్వాగతం!

హాట్ రోల్డ్ ప్లేట్లు స్టీల్ ప్లేట్లు లేదా స్ట్రిప్స్, ఇవి తాపన తర్వాత చుట్టబడతాయి. దీని ప్రధాన ప్రయోజనాలు:
అధిక మొండితనం: వేడి రోల్డ్ ప్లేట్లు అధిక ఉష్ణోగ్రతల వద్ద ప్రాసెస్ చేయబడతాయి, ఇవి కొంత అంతర్గత ఒత్తిడిని తొలగిస్తాయి మరియు పదార్థం యొక్క మొండితనాన్ని మెరుగుపరుస్తాయి.
ఖర్చు-ప్రభావం: కోల్డ్ రోల్డ్ ప్లేట్లతో పోలిస్తే, హాట్-రోల్డ్ ప్లేట్లు తక్కువ ఉత్పత్తి ఖర్చులను కలిగి ఉంటాయి మరియు పెద్ద ఎత్తున ఉత్పత్తికి అనుకూలంగా ఉంటాయి.
అధిక ఉత్పత్తి సామర్థ్యం: మార్కెట్ డిమాండ్లో మార్పులకు అనుగుణంగా హాట్ రోల్డ్ స్లిటింగ్ మెషీన్లు అవసరమైన వెడల్పులో పెద్ద కాయిల్లను త్వరగా మరియు సమర్ధవంతంగా కోస్తాయి.
ఈ లక్షణాల కారణంగా, భవన నిర్మాణాలు, భారీ యంత్రాల తయారీ మరియు ఇతర రంగాలలో హాట్-రోల్డ్ ప్లేట్లు విస్తృతంగా ఉపయోగించబడ్డాయి.
|
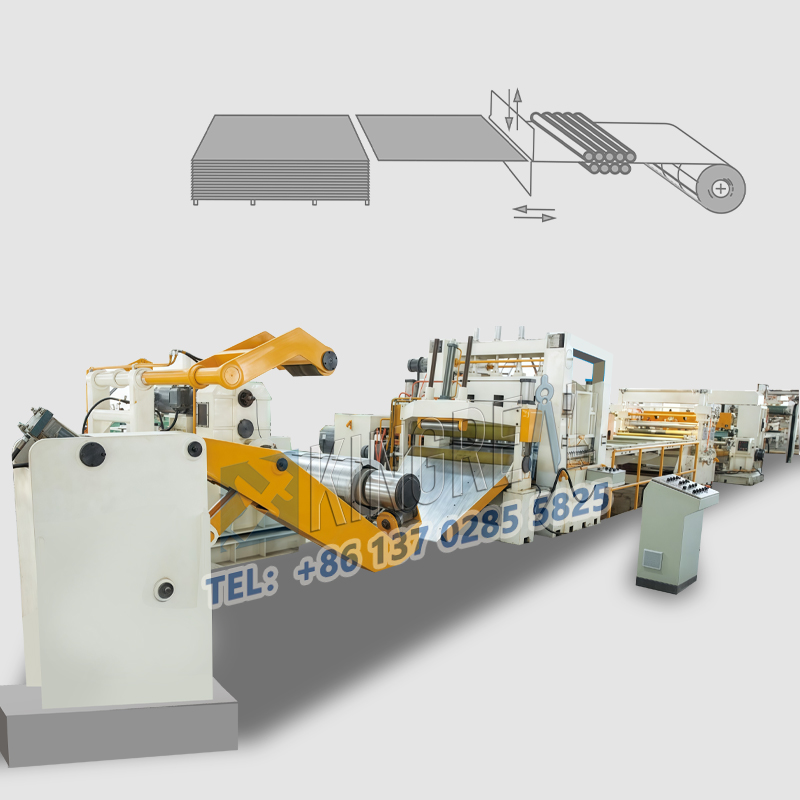
కోసం లోడ్ అవుతోందిహాట్ రోల్డ్ స్లిటింగ్ లైన్: ఆపరేటర్ హాట్ రోల్డ్ కాయిల్ను డెకాయిలర్ మాండ్రెల్లోకి ఫీడ్ చేస్తుంది. హాట్ రోల్డ్ స్లిటింగ్ మెషీన్ కోసం అన్కాయిలింగ్: డెకాయిలర్ ప్రధాన కాయిల్ను విడదీసి, ఉక్కును స్లిటింగ్ తలపైకి తింటాడు. హాట్ రోల్డ్ స్లిటింగ్ లైన్ కోసం స్లిటింగ్: స్లిటింగ్ హెడ్ వద్ద, ఉక్కు తిరిగే బ్లేడ్ ద్వారా బహుళ ఇరుకైన స్ట్రిప్స్లోకి జారిపోతుంది. హాట్ రోల్డ్ స్లిటింగ్ మెషీన్ కోసం తనిఖీ: స్పెసిఫికేషన్ వెడల్పు మరియు అంచు పరిస్థితి అవసరాలను తీర్చగలదని నిర్ధారించడానికి ఆపరేటర్ ప్రతి స్ట్రాండ్ను పరిశీలిస్తుంది. హాట్ రోల్డ్ స్లిటింగ్ లైన్ కోసం ఒత్తిడి ఉపశమనం: స్లిటింగ్ తర్వాత పదార్థం యొక్క ఒత్తిడిని తొలగించడానికి మరియు వంగకుండా రివైండింగ్ చేసేలా తంతువులు వార్షిక గుంటల గుండా వెళతాయి. బండ్లింగ్ మరియు ప్యాకేజింగ్: కస్టమర్ అవసరాలకు అనుగుణంగా ప్రతి స్ట్రాండ్ను కట్టండి మరియు ప్యాకేజీ చేయండి. |
 |
మోడల్
మోడల్ 1
మోడల్ 2
మోడల్ 3
మోడల్ 4
అసలు కాయిల్
హాట్-రోల్డ్ ప్లేట్
హాట్-రోల్డ్ ప్లేట్
హాట్-రోల్డ్ ప్లేట్
హాట్-రోల్డ్ ప్లేట్
పదార్థ మందం
0.8 మిమీ -6.0 మిమీ
0.8 మిమీ -6.0 మిమీ
2.0 మిమీ -12.0 మిమీ
3.0 మిమీ -16.0 మిమీ
పదార్థ వెడల్పు
1600 మిమీ (గరిష్టంగా)
1800 మిమీ (గరిష్టంగా)
2000 మిమీ (గరిష్టంగా)
2200 మిమీ (గరిష్టంగా)
కాయిల్ బరువు
30ton (గరిష్టంగా
30ton (గరిష్టంగా
30ton (గరిష్టంగా
30ton (గరిష్టంగా
వెడల్పు ఖచ్చితత్వం
± 0.15 మిమీ
± 0.15 మిమీ
± 0.2 మిమీ
± 0.3 మిమీ
యూనిట్ వేగం
120 మీ/నిమి (గరిష్టంగా)
120 మీ/నిమి (గరిష్టంగా)
80 మీ/నిమి (గరిష్టంగా)
60m/min (గరిష్టంగా)
|
అధిక సామర్థ్యం గల స్లిటింగ్ సామర్థ్యంతో హాట్ రోల్డ్ స్లిటింగ్ మెషిన్ యొక్క ముఖ్యమైన లక్షణంహాట్ రోల్డ్ స్లిటింగ్ మెషీసంఅదే సమయంలో ఇది 40 ఇరుకైన స్ట్రిప్స్ వరకు జారిపోతుంది. ఈ ఫంక్షన్ పెద్ద ఎత్తున ఉత్పత్తి కోసం వినియోగదారుల అవసరాలను బాగా తీరుస్తుంది. పారిశ్రామికీకరణ యొక్క త్వరణంతో, మెటల్ స్ట్రిప్స్ కోసం మార్కెట్ డిమాండ్ పెరుగుతోంది, ముఖ్యంగా నిర్మాణం, ఆటోమొబైల్ తయారీ మరియు గృహోపకరణాలు వంటి పరిశ్రమలలో. హాట్ రోల్డ్ స్లిటింగ్ లైన్ యొక్క అధిక స్లిటింగ్ సామర్థ్యం తయారీదారులు తక్కువ సమయంలో పెద్ద సంఖ్యలో అర్హత కలిగిన ఉత్పత్తులను అందించడానికి వీలు కల్పిస్తుంది, తద్వారా ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరుస్తుంది మరియు యూనిట్ ఖర్చులను తగ్గిస్తుంది. |
 |
|
Sutmoble ఆటోమేటెడ్ హాట్ రోల్డ్ స్లిటింగ్ మెషిన్ హాట్ రోల్డ్ స్లిటింగ్ లైన్ పూర్తిగా ఆటోమేటెడ్ డిజైన్ను అవలంబిస్తుంది మరియు హై-స్పీడ్ ఆపరేషన్ సాధించడానికి అధునాతన నియంత్రణ వ్యవస్థను కలిగి ఉంటుంది. గరిష్ట ఉత్పత్తి వేగం 120 m/min కి చేరుకోవచ్చు, అంటే యూనిట్ సమయానికి ఎక్కువ పదార్థాలను ప్రాసెస్ చేయవచ్చు, ఉత్పత్తి సామర్థ్యాన్ని మరింత మెరుగుపరుస్తుంది. పూర్తిగా ఆటోమేటెడ్ డిజైన్ మాన్యువల్ జోక్యం యొక్క అవసరాన్ని తగ్గించడమే కాక, మానవ ఆపరేటింగ్ లోపాల అవకాశాన్ని తగ్గిస్తుంది మరియు ఉత్పత్తి స్థిరత్వం మరియు నాణ్యతను మెరుగుపరుస్తుంది. హాట్ రోల్డ్ స్లిటింగ్ లైన్ యొక్క ఆటోమేటెడ్ కంట్రోల్ సిస్టమ్ ఉత్పత్తి ప్రక్రియను నిజ సమయంలో పర్యవేక్షించగలదు మరియు వేర్వేరు పదార్థాలు మరియు మందాల అవసరాలను తీర్చడానికి పారామితులను సమయానికి సర్దుబాటు చేస్తుంది. |
 |
|
③ కస్టోమైజ్డ్ హాట్ రోల్డ్ స్లిటింగ్ మెషిన్ కస్టమర్ల అవసరాలను తీర్చడానికి, కింగ్రెయల్ స్టీల్ స్లిట్టర్ అందిస్తుందిఅనుకూలీకరించిన హాట్ రోల్డ్ స్లిటింగ్ లైన్ సొల్యూషన్స్. కస్టమర్లు అందించిన డ్రాయింగ్లు మరియు వాస్తవ ఉత్పత్తి అవసరాల ప్రకారం, కింగ్రెల్ స్టీల్ స్లిట్టర్ వినియోగదారుల ఉత్పత్తి ప్రక్రియ యొక్క సామర్థ్యం మరియు సున్నితత్వాన్ని నిర్ధారించడానికి వివిధ హాట్ రోల్డ్ స్లిటింగ్ మెషిన్ తయారీ పరిష్కారాలను రూపొందించగలదు. కింగ్రెల్ స్టీల్ స్లిట్టర్ హాట్ రోల్డ్ స్లిటింగ్ మెషీన్లు వేర్వేరు మందాల కాయిల్స్కు అనుగుణంగా మూడు ప్రధాన రకాలుగా విభజించబడ్డాయి: లైట్ గేజ్ స్లిటింగ్ మెషిన్: 0.2 మిమీ నుండి 3 మిమీ మందంతో కాయిల్స్ ప్రాసెసింగ్ చేయడంలో ప్రత్యేకత. మీడియం గేజ్ స్లిటింగ్ మెషిన్: 3 మిమీ నుండి 6 మిమీ మందంతో కాయిల్స్కు అనువైనది. హెవీ గేజ్ స్లిటింగ్ మెషిన్: 6 మిమీ నుండి 16 మిమీ మందంతో కాయిల్స్ ప్రాసెస్ చేయగల సామర్థ్యం. |
 |
దిహాట్ రోల్డ్ స్లిటింగ్ లైన్స్లిటింగ్ ప్రక్రియలో పార్శ్వ బెండింగ్ను ఉత్పత్తి చేయవచ్చు. ఇది క్రింది కారణాల వల్ల సంభవించవచ్చు:
1. ముడి పదార్థాల వంపు:
రోలింగ్ ప్రక్రియలో స్టీల్ ప్లేట్ యొక్క ఒత్తిడి పూర్తిగా తొలగించబడదు. రేఖాంశ మకా తరువాత, ఒత్తిడి విడుదల అవుతుంది మరియు ప్లేట్ వంగి ఉంటుంది. ప్లేట్ మధ్యలో ఒత్తిడి రెండు వైపులా విడుదల అయినప్పుడు, ప్లేట్ బాహ్యంగా వంగి ఉంటుంది; ప్లేట్ యొక్క రెండు వైపులా ఒత్తిడి మధ్యలో విడుదల అయినప్పుడు, ప్లేట్ మధ్యలో వంగి ఉంటుంది.
2. బర్ర్స్ కారణంగా వంగడం:
రేఖాంశ మకా సమయంలో బ్లేడ్ గ్యాప్ యొక్క సరికాని సర్దుబాటు కారణంగా బర్ర్స్ పెద్దవిగా ఉంటాయి. రోలింగ్ చేసేటప్పుడు, అంచున ఉన్న బర్ర్స్ పెద్ద ప్లేట్ మందంతో సమానం, దీనివల్ల అంచు సాగదీయడానికి మరియు వంగి ఉంటుంది.
3. ఎగువ మరియు దిగువ బ్లేడ్ల మధ్య అసమాన అంతరాల కారణంగా వంగడం:
ఎడమ.
4. అసమాన ఉద్రిక్తత వల్ల కలిగే బెండింగ్:
రోలింగ్ చేసేటప్పుడు, స్టీల్ ప్లేట్ యొక్క మొత్తం వెడల్పుకు అదే ఉద్రిక్తత వర్తించాలి. ఉద్రిక్తత ఒక వైపు కేంద్రీకృతమై ఉంటే, బెండింగ్ జరుగుతుంది.
5. విచలనం దిద్దుబాటు పరికరం యొక్క వేగవంతమైన కదలిక వలన కలిగే వంపు:
ప్రాసెసింగ్ సమయంలో, విచలనం దిద్దుబాటు యొక్క వేగం చాలా వేగంగా ఉంటే, విచలనం దిద్దుబాటుతో సంబంధం ఉన్న వైపు పాక్షికంగా విస్తరించి వంగి ఉంటుంది.
రేఖాంశ మకా తర్వాత షీట్ పదార్థం వంగి ఉంటే, అది షీట్ కాయిలింగ్ నాణ్యతను తీవ్రంగా ప్రభావితం చేస్తుంది, కనుక ఇది తొలగించబడాలి. షీట్ రోలింగ్, పరికరాల సర్దుబాటు మరియు ఆపరేషన్ పద్ధతి వంటి కారణాలపై శ్రద్ధ వహించాలి.