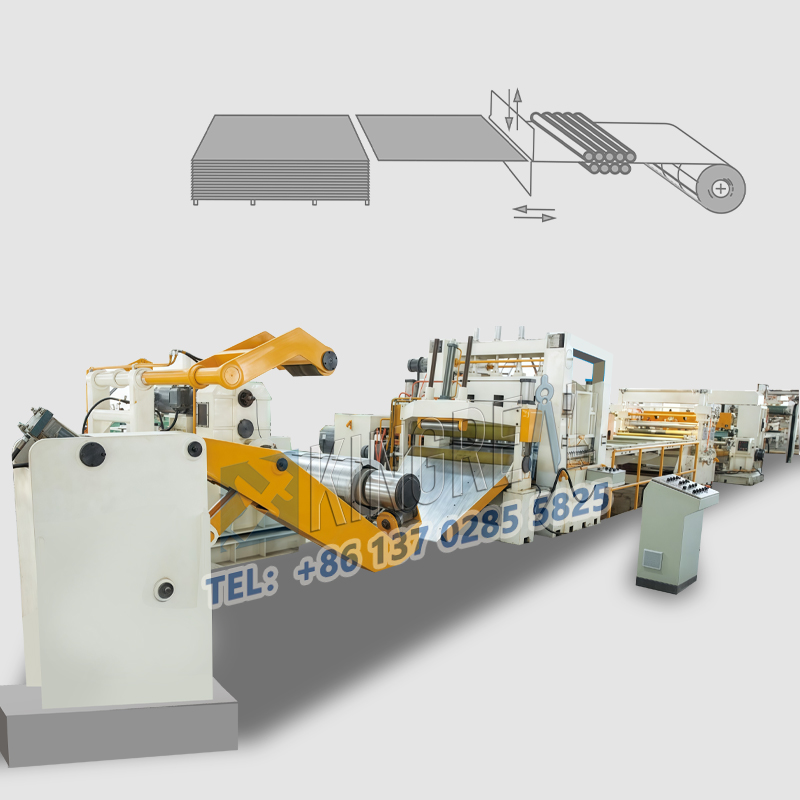
(I) క్రమాంకనంభారీ గేజ్ పొడవు రేఖకు కట్యొక్క కోర్ భాగాలు
ఫీడ్ రోలర్ ఖచ్చితత్వం:
రోలర్ ఉపరితలం యొక్క సమాంతరతను క్రమం తప్పకుండా తనిఖీ చేయండి, లోపం ≤0.05 మిమీ/మీ. దుస్తులు 0.1 మిమీ మించి ఉంటే, అది భూమి లేదా భర్తీ చేయాలి; సర్వో మోటారు ఎన్కోడర్ను క్రమాంకనం చేయడానికి లేజర్ ఇంటర్ఫెరోమీటర్ను ఉపయోగించండి మరియు హై-స్పీడ్ కటింగ్ సమయంలో ఫీడ్ పొజిషనింగ్ ఖచ్చితత్వం ≤+0.1 మిమీ అయి ఉండాలి.
కత్తెర బ్లేడ్ క్రమాంకనం:
ఎగువ మరియు దిగువ బ్లేడ్ల యొక్క సమాంతరత 0.02-0.05 మిమీ వద్ద నిర్వహించాల్సిన అవసరం ఉంది, దీనిని ఫీలర్ గేజ్ మరియు డయల్ ఇండికేటర్ ద్వారా కనుగొనవచ్చు: ప్లేట్ యొక్క మందం ప్రకారం బ్లేడ్ల మధ్య అంతరం సర్దుబాటు చేయబడుతుంది, ఉదాహరణకు, సన్నని ప్లేట్లు (≤2mm) మధ్య అంతరం 0.01-0.03mm, మరియు 20-40-0- 0.
బ్లేడ్ యొక్క నిలువు లోపం ≤0.03 మిమీ/100 మిమీ. ఇది సహనాన్ని మించి ఉంటే, టూల్ హోల్డర్ యొక్క నిలువుత్వాన్ని షిమ్ ద్వారా సర్దుబాటు చేయాలి.
(Ii) పొడవు యంత్రానికి భారీ గేజ్ కట్ యొక్క రోజువారీ నిర్వహణ
భారీ గేజ్ కోసం సరళత వ్యవస్థ పొడవు రేఖకు కత్తిరించండి: ప్రతి వారం గేర్బాక్స్ ఆయిల్ స్థాయిని తనిఖీ చేయండి, వేవ్ ప్రెజర్ సిస్టమ్ యొక్క చమురు ఉష్ణోగ్రతను 40-60 at వద్ద నియంత్రించండి మరియు ప్రతిరోజూ గైడ్ రైల్కు 32-46cst స్నిగ్ధతతో ప్రత్యేక కట్టింగ్ ద్రవాన్ని వర్తించండి.
హెవీ గేజ్ కోసం ఎలక్ట్రికల్ సిస్టమ్ పొడవు యంత్రానికి కత్తిరించండి: ప్రతి త్రైమాసికంలో ఎన్కోడర్, గ్రేటింగ్ పాలకుడిని మరియు ఇతర సెన్సార్లను మద్యంతో తుడిచివేయండి మరియు 1/3 కన్నా ఎక్కువ ధరించినప్పుడు మోటారు కార్బన్ బ్రష్ను భర్తీ చేయండి; భాగాలను కట్టుకోవడం: క్రమం తప్పకుండా టిని తిరిగి తనిఖీ చేయండిటూల్ హోల్డర్ మరియు ఫీడింగ్ మెకానిజం బోల్ట్స్ యొక్క ఆర్క్, ఉదాహరణకు, M12 బోల్ట్ యొక్క టార్క్ 80-100N · m వద్ద నిర్వహించాల్సిన అవసరం ఉంది.

(I) మ్యాచింగ్ కట్టింగ్ వేగం మరియు దాణా వేగం
వేర్వేరు పదార్థాలు మరియు మందాల ప్లేట్ల వేగం తదనుగుణంగా సర్దుబాటు చేయాల్సిన అవసరం ఉంది: కోల్డ్-రోల్డ్ స్టీల్ ప్లేట్లు (0.5-3 మిమీ) కట్టింగ్ వేగం 30-80 మీ/నిమిషం, తినే వేగం 25-70 మీ/నిమిషం, హై-స్పీడ్ కటింగ్ సమయంలో శీతలీకరణ వ్యవస్థను ఆన్ చేయాలి; స్టెయిన్లెస్ స్టీల్ ప్లేట్లు (1-5 మిమీ) కట్టింగ్ వేగం 15-40 మీ. అల్యూమినియం మిశ్రమం ప్లేట్లు (0.8-4 మిమీ) కట్టింగ్ వేగం 40-100 మీ/నిమి, దాణా వేగం 35-90 మీ/నిమి, స్ప్రే కట్టింగ్ ద్రవ సరళత ఉపయోగించబడుతుంది.
. ప్రెస్సింగ్ ఫోర్స్: ప్లేట్ యొక్క మందం ప్రకారం సర్దుబాటు చేయబడింది, 1 మిమీ ప్లేట్ కోసం 2-3kn, 3 మిమీ ప్లేట్ కోసం 2-3kn 5-7kn, ప్రెజర్ సెన్సార్ ద్వారా రియల్ టైమ్ పర్యవేక్షణ, తగినంత పీడనం సులభంగా ప్లేట్ వార్పింగ్ కలిగిస్తుంది.

(I) కాయిల్స్/ప్లేట్ల కోసం అంగీకార ప్రమాణాలు
ఫ్లాట్నెస్: స్టీల్ ప్లేట్ సైడ్ బెండింగ్ ≤1mm/m, avence ≤3mm/2m, కత్తిరించే ముందు-టాలరెన్స్ అవుట్-ఆఫ్-టాలరెన్స్ అవసరం:
కాఠిన్యం విచలనం: అదే బ్యాచ్ ≤15 హెచ్బిలో ప్లేట్ల యొక్క కాఠిన్యం వ్యత్యాసం, రాక్వెల్ కాఠిన్యం టెస్టర్తో యాదృచ్ఛిక తనిఖీ, అసమాన కాఠిన్యం అస్థిరమైన బ్లేడ్ దుస్తులకు దారితీస్తుంది.
(Ii) ఖాళీ ప్రీట్రీట్మెంట్
ఉపరితల శుభ్రపరచడం: చమురు మరకలు మరియు ఆక్సైడ్ స్కేల్ తొలగించండి (అసిటోన్తో లేదా యాంత్రికంగా పాలిష్ చేయవచ్చు), అవశేష మలినాలు బ్లేడ్ దుస్తులను తీవ్రతరం చేస్తాయి; కాయిల్ విడదీయడం టెన్షన్: మందం ప్రకారం సర్దుబాటు చేయండి, 0.5 మిమీ ప్లేట్ టెన్షన్ 50-80n/mm, 2mm ప్లేట్ 150-200N/mm, తగినంత ఉద్రిక్తత సులభంగా దాణా స్లిప్పేజీకి కారణమవుతుంది.

(I) కోసం ప్రీ-జాబ్ శిక్షణా పాయింట్లుభారీ గేజ్ పొడవు రేఖకు కట్
పారామితి సెట్టింగ్ ప్రాక్టీస్: వేర్వేరు పదార్థాల యొక్క "స్పీడ్-గ్యాప్-ప్రెజర్" మ్యాచింగ్ నియమాలను గ్రహించడం నేర్చుకోండి, ఉదాహరణకు, 3 మిమీ స్టెయిన్లెస్ స్టీల్ను కత్తిరించేటప్పుడు, బ్లేడ్ గ్యాప్ 0.05 మిమీ, ఫోర్స్ 6 కెఎన్. లేజర్ టూల్ సెట్టింగ్ ఇన్స్ట్రుమెంట్స్, టూల్ సెట్టింగ్ ఖచ్చితత్వం ≤0.02 మిమీ వంటి ఆటోమేటిక్ టూల్ సెట్టింగ్ వ్యవస్థలను ఉపయోగించడం నేర్చుకోండి.
భారీ గేజ్ కోసం అసాధారణమైన తీర్పు సామర్థ్యం పొడవు యంత్రానికి కత్తిరించండి: బ్లేడ్ ఘర్షణ వంటి అసాధారణ శబ్దం విన్నప్పుడు బ్లేడ్ అంచుని తనిఖీ చేయడానికి వెంటనే భారీ గేజ్ కట్ నిడివి రేఖకు కత్తిరించండి; కట్ ఉపరితలంపై బుర్ 0.1 మిమీ దాటినప్పుడు, అది బ్లేడ్ దుస్తులు లేదా చాలా పెద్ద గ్యాప్ కాదా అని నిర్ధారించండి.
(ii) భారీ గేజ్ కట్ టు లెంగ్త్ మెషీన్ కోసం ఆపరేషన్ ప్రాసెస్ యొక్క ప్రామాణీకరణ
స్టార్ట్-అప్ ప్రీహీటింగ్: అదే సేవా వ్యవస్థ ≤2 of యొక్క ఉష్ణోగ్రత హెచ్చుతగ్గులను చేయడానికి 10-15 నిమిషాలు ఖాళీగా అమలు చేయండి మరియు ఉష్ణ స్థిరత్వాన్ని చేరుకోండి;
మొదటి భాగం మూడు తనిఖీలు: మొదటి భాగాన్ని కత్తిరించిన తరువాత, పరిమాణాన్ని కొలవడానికి 0.02 మిమీ ఖచ్చితత్వంతో వెర్నియర్ కాలిపర్ను ఉపయోగించండి, ఫ్లాట్నెస్ను గుర్తించడానికి డయల్ సూచిక మరియు దృశ్యపరంగా బర్ర్లను తనిఖీ చేయండి.

(i) ఆన్లైన్ డిటెక్షన్ అంటేభారీ గేజ్ పొడవు రేఖకు కట్
ఫోటోఎలెక్ట్రిక్ సెన్సార్ నిజ సమయంలో దాణా పొడవును పర్యవేక్షిస్తుంది మరియు విచలనం ± 0.3 మిమీ దాటినప్పుడు స్వయంచాలకంగా అలారాలు: ఇన్ఫ్రారెడ్ థర్మామీటర్ బ్లేడ్ ఉష్ణోగ్రతను పర్యవేక్షిస్తుంది మరియు 120 ℃ సి దాటినప్పుడు నీటి శీతలీకరణ లేదా గాలి శీతలీకరణను ప్రారంభిస్తుంది.
(ii) హెవీ గేజ్ కట్ టు లెంగ్త్ మెషీన్ కోసం ఆఫ్లైన్ నమూనా ప్రమాణం
పొడవు పరిమాణం: అనుమతించదగిన లోపం ≤1000 మిమీ ± 0.5 మిమీ ఉన్నప్పుడు, ప్రతి 50 ముక్కలకు యాదృచ్చికంగా 1 భాగాన్ని యాదృచ్చికంగా తనిఖీ చేయడానికి వెర్నియర్ కాలిపర్ను ఉపయోగించండి; వికర్ణ విచలనం: 1000mmx1000mm ప్లేట్ అనుమతించదగిన విచలనం ≤1mm, ప్రతి బ్యాచ్ యొక్క 5% ను యాదృచ్ఛికంగా తనిఖీ చేయడానికి చదరపు పాలకుడితో స్టీల్ టేప్ కొలతను ఉపయోగించండి: బర్ ఎత్తు: సన్నని ప్లేట్ ≤0.05 మిమీ, ప్రతి షిఫ్ట్ యొక్క మొదటి మరియు చివరి భాగాలను తనిఖీ చేయడానికి మైక్రోస్కోప్ (మాగ్నిఫికేషన్ 50 సార్లు) ఉపయోగించండి. ప్రతి 2 గంటలకు 1 భాగాన్ని తనిఖీ చేయండి.
(Iii) భారీ గేజ్ కట్ నుండి పొడవు రేఖకు సాధారణ నాణ్యత సమస్యలకు పరిష్కారాలు
సహనం యొక్క పరిమాణం: ఫీడ్ రోలర్ జారిపోతే, ఉద్రిక్తతను సర్దుబాటు చేయండి లేదా ధరించిన రోలర్ను భర్తీ చేయండి; సర్వో మోటార్ ఎన్కోడర్ విఫలమైతే, పల్స్ సిగ్నల్ను గుర్తించడానికి మరియు దెబ్బతిన్న భాగాలను భర్తీ చేయడానికి ఓసిల్లోస్కోప్ను ఉపయోగించండి.
కట్టింగ్ ఉపరితల బర్ ప్రమాణాన్ని మించిపోయింది: బ్లేడ్ అంచు వ్యాసార్థం> 0.03 మిమీ అయినప్పుడు, అది .0.01 మిమీకి తిరిగి అద్భుతమైనది కావాలి; ప్రామాణిక విలువకు బ్లేడ్ గ్యాప్ను తిరిగి సరిచేయండి.

వర్క్షాప్ ఉష్ణోగ్రత మరియు తేమ: ఉష్ణోగ్రత 15-30 at వద్ద నియంత్రించబడుతుంది, తేమ ≤60% RH, తేమతో కూడిన వాతావరణం కారణంగా ప్లేట్ యొక్క తుప్పు పట్టడం మానుకోండి;
యాంటీ-సీస్మిక్ కొలతలు: పరికరాల పునాది కోసం ≥300 మిమీ మందంతో కాంక్రీటును పోయడం, పంచ్ ప్రెస్లు (వైబ్రేషన్ త్వరణం ≤0.5 గ్రా) వంటి వైబ్రేషన్ మూలాల నుండి దూరంగా; భద్రత ఇంటర్లాక్: అత్యవసర స్టాప్ బటన్ ప్రతిస్పందన సమయం ≤0.5 సెకన్లు, దిభారీ గేజ్ పొడవు యంత్రానికి కట్రక్షణ ఆన్ చేసినప్పుడు స్వయంచాలకంగా శక్తినిస్తుంది.