A పొడవు యంత్రానికి స్టీల్ కట్మెటల్ కాయిల్స్ను అన్కాయిలింగ్ చేయడం, లెవలింగ్ చేయడం, సైజింగ్ చేయడం మరియు కావలసిన పొడవు గల ఫ్లాట్ షీట్లుగా కత్తిరించడం, ఆపై వాటిని పేర్చడం వంటి ప్రక్రియల ద్వారా మెటల్ కాయిల్స్ను ప్రాసెస్ చేయడానికి ఉపయోగించే యంత్రం. కోల్డ్-రోల్డ్ మరియు హాట్-రోల్డ్ కార్బన్ స్టీల్, సిలికాన్ స్టీల్, టిన్ప్లేట్, స్టెయిన్లెస్ స్టీల్ మరియు వివిధ పూతతో కూడిన మెటల్ మెటీరియల్లను ప్రాసెస్ చేయడానికి స్టీల్ కట్ టు లెంగ్త్ లైన్ అనుకూలంగా ఉంటుంది. స్టీల్ కట్ టు లెంగ్త్ మెషీన్లు వివిధ రకాలుగా వస్తాయి, ప్రాసెస్ చేయబడిన మెటీరియల్ యొక్క మందం మరియు మెటీరియల్ రకాన్ని బట్టి, అలాగే కస్టమర్ యొక్క ఉత్పత్తి సామర్థ్య అవసరాలను బట్టి ఉంటాయి. ఈ కథనం స్టీల్ కట్ టు లెంగ్త్ లైన్ యొక్క ప్రతి అంశానికి సంబంధించిన వివరణాత్మక అవలోకనాన్ని అందిస్తుంది, ఇది సమగ్ర మార్గదర్శకత్వాన్ని అందిస్తుంది.

ఒక స్టీల్ కట్ టు పొడవు యంత్రం ప్రధానంగా క్రింది భాగాలను కలిగి ఉంటుంది:
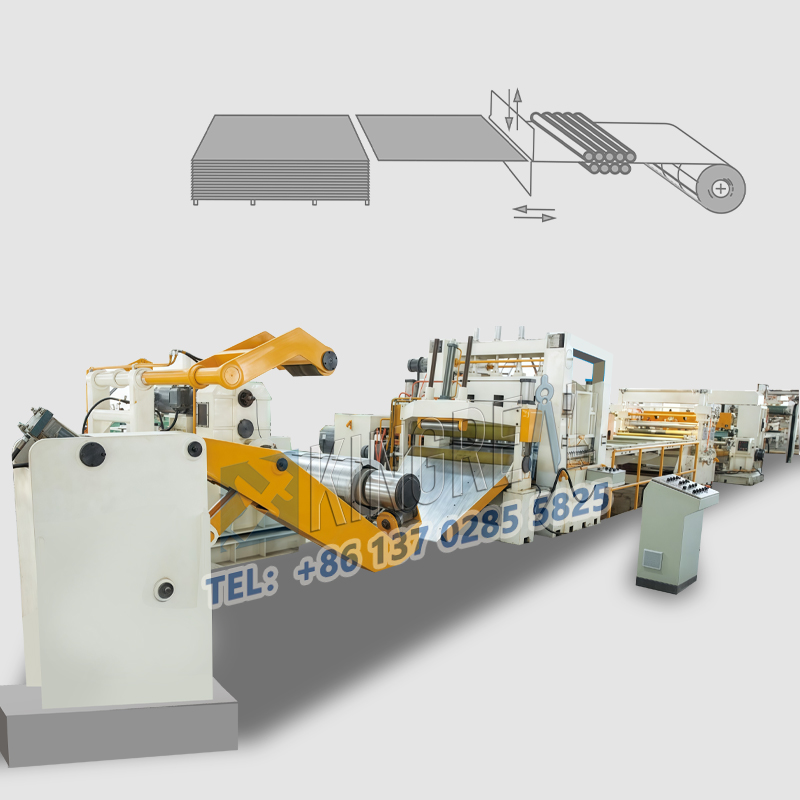
2. எஃகு சுருள் ஸ்லிட்டிங் இயந்திரத்தின் வேலை செயல்முறை
ఉక్కును కత్తిరించే యంత్రం కోసం డీకోయిలర్: కాయిల్ను విప్పి, తదుపరి ప్రాసెసింగ్ కోసం సిద్ధం చేస్తుంది.
పొడవు రేఖకు స్టీల్ కట్ కోసం లెవలింగ్: షీరింగ్ అవసరాలకు అనుగుణంగా షీట్ యొక్క ఫ్లాట్నెస్ను నిర్ధారిస్తుంది.
స్టీల్ కట్ టు లెంగ్త్ మెషీన్ కోసం ఫీడర్: లెవెల్డ్ షీట్ను షీరింగ్ మెషీన్కు రవాణా చేస్తుంది.
పొడవు రేఖకు కత్తిరించిన ఉక్కు కోసం షీరింగ్ మెషిన్: మకా ఆపరేషన్ను నిర్వహిస్తుంది, షీట్ను కావలసిన పొడవుకు కత్తిరించడం.
స్టీల్ కట్ టు లెంగ్త్ మెషీన్ కోసం కన్వేయర్: కట్ షీట్ను స్టాకింగ్ మెషీన్కు రవాణా చేస్తుంది. స్టాకింగ్ పరికరాలు సులభంగా ప్రాసెసింగ్ కోసం షీర్డ్ షీట్లను చక్కగా పేర్చుతాయి.
ఈ పరికరాలు సాధారణంగా మెకానికల్, ఎలక్ట్రికల్ మరియు హైడ్రాలిక్ సిస్టమ్లను ఏకీకృతం చేస్తాయి, సాధారణ మరియు నమ్మదగిన ఆపరేషన్తో పాటు అధిక పనితీరు మరియు ఆటోమేషన్ను అందిస్తాయి. స్టీల్ కట్ టు లెంగ్త్ లైన్లు కట్-టు-లెంగ్త్ ఖచ్చితత్వం మరియు షీట్ ఫ్లాట్నెస్ యొక్క అధిక ప్రమాణాలను సాధిస్తాయి, చక్కని స్టాకింగ్ను నిర్ధారిస్తుంది.

1. మెటీరియల్ రకం ద్వారా వర్గీకరణ
కార్బన్ మరియు తక్కువ-మిశ్రమం ఉక్కు వంటి ఫెర్రస్ లోహాల కోసం, మకా మందం సాధారణంగా 0.5 నుండి 25 మిమీ వరకు ఉంటుంది. అధిక-బలం గల షీరింగ్ సాధనాలు మరియు లెవలింగ్ పరికరాలతో అమర్చబడి, అవి ప్రధానంగా ఉక్కు నిర్మాణాలు, ఆటోమోటివ్ చట్రం మరియు యంత్రాల తయారీ వంటి రంగాలలో ఉపయోగించబడతాయి.
స్టెయిన్లెస్ స్టీల్ పొడవుకు కత్తిరించిన యంత్రం:
స్టెయిన్లెస్ స్టీల్ ఉపరితలంపై ఆక్సీకరణను నిరోధించడానికి దుస్తులు-నిరోధక సాధనాలు (కార్బైడ్ వంటివి) మరియు స్క్రాచ్-రెసిస్టెంట్ కన్వేయర్ బెల్ట్లను ఉపయోగించి, అవి ±0.1 మిమీ మకా ఖచ్చితత్వాన్ని సాధిస్తాయి. కిచెన్వేర్, వైద్య పరికరాలు మరియు రసాయన పరికరాలు వంటి అధిక ఉపరితల నాణ్యత అవసరమయ్యే అప్లికేషన్లకు ఇవి అనుకూలంగా ఉంటాయి.
నాన్-ఫెర్రస్ మెటల్ పొడవు రేఖకు కత్తిరించబడింది:
నిర్దిష్ట కస్టమర్ అవసరాలను తీర్చడానికి అల్యూమినియం, రాగి మరియు ఇతర పదార్థాల కాయిల్స్ను కత్తిరించడానికి ఈ కట్ టు లెంగ్త్ మెషీన్లను ఉపయోగించవచ్చు. ఈ కట్ టు లెంగ్త్ మెషీన్లు సాధారణంగా యాంటీ స్టాటిక్ పరికరాలు మరియు ఫ్లెక్సిబుల్ కన్వేయింగ్ సిస్టమ్లతో అమర్చబడి ఉంటాయి. అవి ఏరోస్పేస్, ఎలక్ట్రానిక్ భాగాలు మరియు లిథియం బ్యాటరీ ఎలక్ట్రోడ్లు మరియు హై-ఫ్రీక్వెన్సీ సర్క్యూట్ బోర్డ్లను ప్రాసెస్ చేయడానికి అనువైనవి.
 |
 |
 |
எஃகு சுருள் பிளவு இயந்திரம்
పొడవు రేఖకు మాన్యువల్ స్టీల్ కట్:
మాన్యువల్ లోడింగ్ మరియు పొజిషనింగ్, మెకానికల్ షీరింగ్ మరియు తక్కువ సామర్థ్యం (≤20 సైకిల్స్/నిమిషం) ఉపయోగించండి. అవి చిన్న-బ్యాచ్, బహుళ-స్పెసిఫికేషన్ అనుకూల ప్రాసెసింగ్కు అనుకూలంగా ఉంటాయి మరియు సాధారణంగా చిన్న ఫాబ్రికేషన్ ప్లాంట్లు మరియు రిపేర్ షాపుల్లో కనిపిస్తాయి.
సెమీ ఆటోమేటిక్ స్టీల్ పొడవు రేఖకు కట్:
స్వయంచాలక అన్కాయిలింగ్ మరియు లెవలింగ్, మాన్యువల్ పొజిషనింగ్ మరియు షీరింగ్, సాధారణ PLC నియంత్రణ వ్యవస్థతో అమర్చబడి, 30-50 సైకిల్స్/నిమిషానికి సామర్థ్యాన్ని అందిస్తాయి మరియు చిన్న మరియు మధ్య తరహా షీట్ మెటల్ ఫాబ్రికేషన్ ప్లాంట్లకు అనుకూలంగా ఉంటాయి.
పొడవు యంత్రానికి పూర్తిగా ఆటోమేటిక్ స్టీల్ కట్:
కార్బన్ మరియు తక్కువ-మిశ్రమం ఉక్కు వంటి ఫెర్రస్ లోహాల కోసం, మకా మందం సాధారణంగా 0.5 నుండి 25 మిమీ వరకు ఉంటుంది. అధిక-బలం గల షీరింగ్ సాధనాలు మరియు లెవలింగ్ పరికరాలతో అమర్చబడి, అవి ప్రధానంగా ఉక్కు నిర్మాణాలు, ఆటోమోటివ్ చట్రం మరియు యంత్రాల తయారీ వంటి రంగాలలో ఉపయోగించబడతాయి.
3. ప్రాసెసింగ్ ఖచ్చితత్వం ద్వారా వర్గీకరణ
సాధారణ ఖచ్చితత్వపు ఉక్కు పొడవు యంత్రానికి కట్:
షీరింగ్ టాలరెన్స్ ±0.5mm/m, ఫ్లాట్నెస్ ≤3mm/m, ప్యానెల్లు మరియు సాధారణ నిర్మాణ భాగాలకు అనుకూలం.
పొడవు రేఖకు అధిక ఖచ్చితత్వపు స్టీల్ కట్:
షీరింగ్ టాలరెన్స్ ±0.1mm/m, ఫ్లాట్నెస్ ≤1mm/m. ఈ స్టీల్ కట్ టు లెంగ్త్ మెషీన్లు సాధారణంగా సర్వో ఫీడ్ సిస్టమ్ మరియు లేజర్ పొజిషనింగ్తో అమర్చబడి ఉంటాయి, ఇవి ఆటోమోటివ్ కవర్లు మరియు ప్రెసిషన్ ఇన్స్ట్రుమెంట్ హౌసింగ్లకు అనుకూలంగా ఉంటాయి.
అల్ట్రా-ప్రెసిషన్ స్టీల్ పొడవు రేఖకు కట్:
షీరింగ్ టాలరెన్స్ ≤±0.05mm/m. ఈ లైన్లు ఏరోస్పేస్ ప్యానెల్లు మరియు మైక్రోఎలక్ట్రానిక్ సబ్స్ట్రేట్లకు అనువైన ఎయిర్ బేరింగ్ కన్వేయింగ్ మరియు CNC హైడ్రాలిక్ షీరింగ్ను ఉపయోగించుకుంటాయి.
4. షీరింగ్ పద్ధతి ద్వారా వర్గీకరణ
ఫ్లై షిరింగ్ మెషిన్ పొడవుకు కట్:
అత్యంత విశ్వసనీయమైన యాంత్రిక లక్షణాలు మరియు పరిపక్వమైన మరియు స్థిరమైన విద్యుత్ నియంత్రణ వ్యవస్థను ఉపయోగించి, ఈ ఫ్లై షీరింగ్ పొడవు మెషీన్లు షీట్ మెటల్ యొక్క అధిక-సామర్థ్యం, అధిక-నాణ్యత షిరింగ్ను సాధించాయి. అవి మొత్తం లైన్ యొక్క నిరంతర, వేగవంతమైన మరియు లెవలింగ్ మరియు అధిక కట్-టు-లెంగ్త్ ఖచ్చితత్వాన్ని కలిగి ఉంటాయి.
రోటరీ మకా పొడవు రేఖకు కత్తిరించబడింది:
రోటరీ షిరింగ్ కట్ టు లెంగ్త్ మెషిన్ కట్ చేయడానికి అధిక వేగంతో తిరుగుతుంది, షిరింగ్ స్టాప్ల వల్ల ఏర్పడే గుర్తులను తొలగిస్తుంది. ఈ రోటరీ షిరింగ్ కట్ టు లెంగ్త్ మెషీన్లు అధిక ఉపరితల నాణ్యత అవసరమయ్యే మకా ఆపరేషన్లకు అనుకూలంగా ఉంటాయి.
మెషిన్ పొడవుకు కత్తిరించిన స్వింగ్ షిరింగ్:
ప్రత్యేక-ఆకారపు షీట్ మెటల్ యొక్క అధిక-ఖచ్చితమైన షిరింగ్ సాధించడానికి సాధనాలను సులభంగా మార్చండి మరియు ఖచ్చితమైన స్వింగ్ కోణాలను కలపండి. 0-30° స్వింగ్ పరిధితో, ఇది దీర్ఘచతురస్రాకార, ట్రాపజోయిడల్ మరియు సమాంతర చతుర్భుజం ఆకారంలో ఉండే షీట్ మెటల్ను ఉత్పత్తి చేయడానికి అనుకూలంగా ఉంటుంది.
పొడవు రేఖకు కత్తిరించిన స్థిర మకా:
కట్టింగ్ ఖచ్చితత్వాన్ని నిర్ధారించడానికి ఫిక్స్డ్ షిరింగ్ కట్ టు లెంగ్త్ మెషిన్ ప్రీసెట్ పొడవుతో ఫీడింగ్ను ఆపివేస్తుంది. అందువల్ల, ఇతర రకాల స్టీల్ కట్ టు లెంగ్త్ మెషీన్లతో పోలిస్తే, ఈ రకమైన యంత్రం నెమ్మదిగా ఉత్పత్తి వేగాన్ని కలిగి ఉంటుంది.
 |
 |
 |
ఎంచుకున్నప్పుడుపొడవు యంత్రానికి స్టీల్ కట్, కింది పారామితులపై దృష్టి పెట్టాలని సిఫార్సు చేయబడింది:
-పొడవు రేఖకు స్టీల్ కట్ కోసం స్పీడ్ అనుకూలత: స్టీల్ కట్ టు లెంగ్త్ మెషిన్ సైకిల్ ఉత్పత్తి సామర్థ్యాన్ని నిర్ధారించడానికి అప్స్ట్రీమ్ అన్వైండింగ్ వేగంతో సరిపోలాలి.
-పొడవు రేఖకు స్టీల్ కట్ కోసం సాధన అనుకూలత: బ్లేడ్ మెటీరియల్ HRC58-62 ప్రమాణాలకు అనుగుణంగా ఉండాలి, Cr12MoV లేదా DC53 ప్రాధాన్యత ఎంపిక.
స్టీల్ కట్ టు లెంగ్త్ మెషిన్ కోసం కంట్రోల్ సిస్టమ్: MES సిస్టమ్తో అతుకులు లేని ఏకీకరణను నిర్ధారించడానికి MODBUS-TCPకి మద్దతు ఇచ్చే PLC సిస్టమ్ సిఫార్సు చేయబడింది.
-పొడవు రేఖకు స్టీల్ కట్ కోసం భద్రత: డ్యూయల్-కాలమ్ లైట్ అవరోధం IP67 రేటింగ్కు అనుగుణంగా ఉండాలి మరియు సురక్షితమైన ఆపరేషన్ను నిర్ధారించడానికి అత్యవసర స్టాప్ ప్రతిస్పందన సమయం 0.1 సెకను కంటే తక్కువగా ఉండాలి.
-స్టీల్ కట్ టు లెంగ్త్ మెషీన్ కోసం అనుకూలీకరణ సామర్థ్యాలు: విభిన్న కస్టమర్ అవసరాలను తీర్చడానికి అధిక-నాణ్యత సరఫరాదారులు అనుకూలీకరించిన రోల్ డయామీటర్లను (Ø80-160mm వరకు) అందించగలగాలి.
పూర్తి జీవితచక్ర నిర్వహణ సమయంలో ఈ క్రింది అంశాలను నొక్కి చెప్పాలిఉక్కు పొడవు లైన్ కట్:
-స్టీల్ కట్ టు లెంగ్త్ మెషీన్ కోసం వారానికోసారి తనిఖీ: హైడ్రాలిక్ సిస్టమ్ ప్రెజర్ (14-16 MPa వద్ద నిర్వహించబడుతుంది) మరియు గేర్బాక్స్ ఆయిల్ లెవెల్ (దృష్టి గ్లాస్ 2/3 మార్క్లో ఉండాలి)ని క్రమం తప్పకుండా తనిఖీ చేయండి.
-ఉక్కు పొడవు రేఖకు కట్ కోసం త్రైమాసిక నిర్వహణ: పని రోల్ బేరింగ్లలో గ్రీజును భర్తీ చేయండి; NLGI#2 లిథియం-ఆధారిత గ్రీజు సిఫార్సు చేయబడింది.
-స్టీల్ కట్ టు లెంగ్త్ మెషీన్ కోసం వార్షిక తనిఖీ ముఖ్యాంశాలు: లెవలింగ్ రోల్ కోక్సియాలిటీని 0.02 మిమీ కంటే తక్కువకు సరిచేయాలి మరియు సర్వో మోటార్ ఎన్కోడర్ తప్పనిసరిగా క్రమాంకనం చేయాలి.
-ఉక్కు పొడవు రేఖకు కత్తిరించడం కోసం ఇంటెలిజెంట్ మానిటరింగ్: వైబ్రేషన్ సెన్సార్లను ఇన్స్టాల్ చేయండి మరియు సురక్షితమైన పరికరాల ఆపరేషన్ను నిర్ధారించడానికి అసాధారణ హెచ్చరిక థ్రెషోల్డ్లను సెట్ చేయండి (ఉదా., త్వరణం 0.5g కంటే ఎక్కువగా ఉన్నప్పుడు అలారం).