ఇరుకైన స్ట్రిప్స్ యొక్క నాణ్యతకు హామీ ఇవ్వడానికి అత్యంత ముఖ్యమైన కారకాల్లో ఒకటి ఖచ్చితమైన చీలిక. స్టెయిన్లెస్ స్టీల్, స్టీల్, అల్యూమినియం అల్లాయ్, కాపర్, PPGI, కోల్డ్ రోల్డ్ లేదా హాట్-రోల్డ్ అయినా, స్లిటింగ్ సమయంలో గట్టి టాలరెన్స్లను ఉంచడం వెంటనే ఉత్పత్తి నాణ్యత, దిగువ ప్రాసెసింగ్ సామర్థ్యం మరియు కస్టమర్ సంతృప్తికి అనుసంధానించబడుతుంది. స్లిట్ వెడల్పు, అంచు లోపాలు లేదా పదార్థ వక్రతలో మార్పులలో చిన్న తేడాల కోసం కూడా ఇరుకైన స్ట్రిప్స్ తిరస్కరించబడవచ్చు.
కాబట్టి, మీరు ఎలా సరిగ్గా ఆపరేట్ చేయవచ్చు aస్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్గట్టి సహనాన్ని సాధించడానికి? ఈ వ్యాసం ఐదు కీలక అంశాలను పరిశీలిస్తుంది: స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్ సెటప్, టెన్షన్ కంట్రోల్, టూల్ కాన్ఫిగరేషన్, మెటీరియల్ హ్యాండ్లింగ్ మరియు స్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్ మెయింటెనెన్స్.

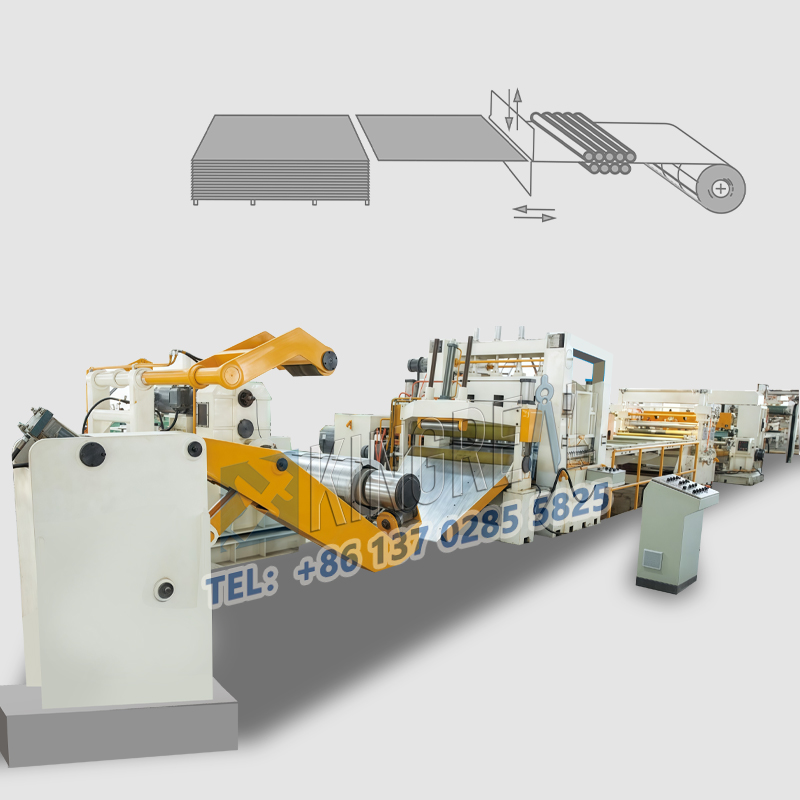
యొక్క ప్రారంభ సెటప్స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్స్లిటింగ్ టాలరెన్స్లను సాధించడానికి ప్రాథమికమైనది. స్టార్టప్ చేయడానికి ముందు ఐదు కీలక అంశాలను తప్పనిసరిగా పరిష్కరించాలి:
-స్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్ అలైన్మెంట్: మెటీరియల్ని అమలు చేయడానికి ముందు, మాండ్రెల్ యొక్క అమరికను (ఖచ్చితమైన కోర్ ఆపరేషన్ నిర్ధారించడానికి), స్లిట్టింగ్ యాక్సిస్ (అన్వైండ్/రివైండ్ యాక్సిస్కు సమాంతరంగా) మరియు స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్ బేస్ను తనిఖీ చేయండి. తప్పుగా అమర్చడం వల్ల కలిగే లోపాలను నివారించడానికి ఖచ్చితమైన కాంపోనెంట్ పొజిషనింగ్ని నిర్ధారించడానికి లేజర్ అమరిక సాధనాలు ఉపయోగించబడతాయి.
-మాగ్నెటిక్ కోర్ ఎంపిక మరియు ఇన్స్టాలేషన్: స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్ షాఫ్ట్కు సరిపోయే లోపలి వ్యాసంతో వృత్తాకార, స్ట్రెయిట్ మాగ్నెటిక్ కోర్ను ఎంచుకోండి. జారడం లేదా రూపాంతరం చెందకుండా నిరోధించడానికి ఇది సురక్షితంగా ఇన్స్టాల్ చేయబడిందని నిర్ధారించుకోండి. కోర్ ఏకాగ్రత పొరపాట్లు స్లిట్టింగ్ ఎపర్చరుకు ప్రయాణిస్తాయి, అందువల్ల అంచు నాణ్యత మరియు వెడల్పు ఖచ్చితత్వం రాజీపడతాయి.
-టూల్ పొజిషనింగ్: కాలిబ్రేషన్ మీటర్ లేదా స్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్ కోసం ధృవీకరించబడిన డిజిటల్ రీడౌట్ని ఉపయోగించి ఆర్డర్ స్పెసిఫికేషన్ల ప్రకారం స్లిట్టింగ్ వెడల్పును నిర్ణయించడానికి టూల్ పొజిషన్ను ఖచ్చితంగా సర్దుబాటు చేయండి. షిప్పింగ్ మరియు విచలనానికి కారణమయ్యే సాధనాన్ని నిరోధించడానికి సాధనం లాక్ చేయబడిందని నిర్ధారించుకోవడానికి ప్రారంభానికి ముందు తనిఖీ చేయండి.
-రోల్ గైడ్: డైమెన్షనల్ స్టెబిలిటీని నిర్ధారిస్తూ, అసమాన ఉద్రిక్తత మరియు కట్టింగ్ విచలనాన్ని నివారించడానికి చీలిక ప్రాంతంలోకి ప్రవేశించే ముందు రోల్ను మధ్యలో ఉంచడానికి ప్రారంభ గైడ్ స్థానాన్ని సర్దుబాటు చేయండి.
-ప్రోగ్రామ్ ధృవీకరణ: స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్ ప్రోగ్రామబుల్ అయితే, సరైన ప్రోగ్రామ్ లోడ్ చేయబడిందని మరియు టాలరెన్స్లను ప్రభావితం చేసే పారామీటర్ లోపాలను నివారించడానికి టెన్షన్ కర్వ్ మరియు స్లిట్టింగ్ స్పీడ్ వంటి పారామితులు ఆపరేటింగ్ అవసరాలకు అనుగుణంగా ఉన్నాయని నిర్ధారించండి.
 |
 |
స్లిట్టింగ్ టాలరెన్స్లకు స్థిరమైన ఉద్రిక్తత కీలకం మరియు నాలుగు కీలక అంశాలలో నిర్వహణ అవసరం:
-టెన్షన్ కన్సిస్టెన్సీ: అంతటా ఏకరీతి ఉద్రిక్తతను నిర్వహించండిస్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్ప్రక్రియ, అన్వైండింగ్, స్లిట్టింగ్, రివైండింగ్ నుండి. మెటీరియల్ వెడల్పు మార్పులు, సాగదీయడం, అంచు అలలు, వంగడం మరియు సహనం వంటివి ఒత్తిడి మార్పు వల్ల తీవ్రంగా ప్రభావితమవుతాయి.
-జోన్ నియంత్రణ: ఆధునిక స్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్లు విడదీయడానికి, స్లిట్ చేయడానికి మరియు రివైండింగ్ చేయడానికి స్వతంత్ర టెన్షన్ జోన్లను కలిగి ఉంటాయి. లోడ్ సెల్స్ మరియు టెన్షన్ రెగ్యులేటర్లను క్రమం తప్పకుండా క్రమాంకనం చేయాలి.
పదార్థ లక్షణాల ఆధారంగా ఉద్రిక్తత సెట్ చేయబడాలి: చాలా తక్కువగా జారడం మరియు పేలవమైన ట్రాకింగ్కు దారితీయవచ్చు; చాలా ఎత్తు పదార్థాన్ని సాగదీయవచ్చు, దీనివల్ల అంచు వైకల్యం ఏర్పడుతుంది.
-రివైండింగ్: కంప్రెసిబుల్ మెటీరియల్స్ కోసం, కోర్ వద్ద అధిక టెన్షన్ వర్తించబడుతుంది, రోల్ వ్యాసం పెరగడంతో క్రమంగా తగ్గుతుంది, ఇది సాగదీయకుండా స్థిరమైన రోల్ను నిర్ధారించడానికి. సరికాని టేపర్ అంచు నష్టం, అసమాన వైండింగ్ మరియు రాజీ వెడల్పు అనుగుణ్యతను కలిగిస్తుంది.
-మెటీరియల్ నాలెడ్జ్: విభిన్న పదార్థాలకు వేర్వేరు స్ట్రెచింగ్ స్ట్రాటజీలు అవసరం. పదార్థం యొక్క సాగే మాడ్యులస్ మరియు దిగుబడి బలాన్ని తెలుసుకోవడం చాలా అవసరం, తద్వారా పదార్థ నష్టం లేదా సహనం ఉల్లంఘనలను నివారించడానికి తగిన టెన్షన్ స్కీమ్ను రూపొందించవచ్చు.
సాధనం సెట్టింగులు కట్ నాణ్యత మరియు డైమెన్షనల్ ఖచ్చితత్వాన్ని నిర్ణయిస్తాయి, నాలుగు ముఖ్య అంశాలపై దృష్టి సారిస్తాయి:
-టూల్ షార్ప్నెస్: ఒక నిస్తేజమైన సాధనం పదార్థాన్ని పిండవచ్చు లేదా చింపివేయవచ్చు, బర్ర్స్ను సృష్టిస్తుంది మరియు సహనాలను ఉల్లంఘిస్తుంది. పదునైన అంచులను నిర్వహించడానికి, మెటీరియల్ వేర్ ఫీచర్లు మరియు ప్రాసెసింగ్ సైకిల్ ఆధారంగా టూల్ షార్పెనింగ్/రీప్లేస్మెంట్ షెడ్యూల్ని సెట్ చేయాలి.
-టూల్ రకం మరియు స్లిట్టింగ్ విధానం: మెటీరియల్ మరియు కట్ అవసరాల ఆధారంగా సాధనాలను ఎంచుకోండి. సహనాన్ని నిర్ధారించడానికి కస్టమర్ అవసరాల ఆధారంగా ఫ్లై షిరింగ్ (నిరంతర హై-స్పీడ్), రోటరీ షీరింగ్ (హై-ప్రెసిషన్) లేదా ఫిక్స్డ్ షిరింగ్ (అడపాదడపా చిన్న-బ్యాచ్) మధ్య ఎంచుకోండి.
-యాంగిల్ ఆప్టిమైజేషన్: రేజర్-రకం స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషీన్ల కోసం, టూల్ వేర్తో కట్ నాణ్యతను బ్యాలెన్స్ చేయడానికి మెటీరియల్ ప్రకారం బ్లేడ్ కోణాన్ని సర్దుబాటు చేయండి. షీర్-టైప్ స్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్ల కోసం ఎగువ మరియు దిగువ బ్లేడ్ల మధ్య అంతరాన్ని చక్కగా ట్యూన్ చేయండి మరియు అతివ్యాప్తి చేయండి (తయారీదారు యొక్క చార్ట్ని సంప్రదించండి మరియు మెటీరియల్ క్వాలిటీలను పరిగణనలోకి తీసుకోండి). సరికాని గ్యాప్ లేదా అతివ్యాప్తి బర్ర్స్ మరియు కఠినమైన అంచులకు కారణమవుతుంది.
-ఆపరేషనల్ స్టెబిలిటీ: అని నిర్ధారించుకోండిస్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషిన్యొక్క బ్లేడ్ క్యారేజ్ బ్లేడ్ అక్షానికి సమాంతరంగా ఉంటుంది మరియు రోటరీ బ్లేడ్ యొక్క రేడియల్ రనౌట్ "చాటర్" గుర్తులు మరియు అస్థిర అంచు నాణ్యతను నివారించడానికి కనిష్టీకరించబడుతుంది.
 |
 |
ప్రామాణికమైన మెటీరియల్ హ్యాండ్లింగ్ మెటీరియల్-ప్రేరిత సహనం వైవిధ్యాలను నిరోధించవచ్చు. నాలుగు కీలక రంగాలపై దృష్టి పెట్టండి:
-జాయింట్ ఇంటెగ్రిటీ: పరికరాలు జామింగ్, టెన్షన్ హెచ్చుతగ్గులు మరియు కట్ ఎడ్జ్కు హాని కలిగించే కీళ్ల వైఫల్యం లేదా అధిక మందాన్ని నివారించడానికి బలమైన, ఏకరీతి మందపాటి కీళ్లను ఉపయోగించండి.
-ఎడ్జ్ గైడెన్స్: స్లిట్టింగ్ ప్రదేశంలో వెబ్ కేంద్రీకృతమై ఉందని నిర్ధారించడానికి యాక్టివ్ వెబ్ గైడ్లు ఉపయోగించబడతాయి, వెబ్ విచలనాన్ని నిరోధించడం వలన అసమాన వెడల్పు మరియు పేలవమైన ఔటర్ స్ట్రిప్ ఎడ్జ్ క్వాలిటీ.
-రోల్ హ్యాండ్లింగ్: రోల్లను లోడ్ చేయడానికి మరియు అన్లోడ్ చేయడానికి క్రేన్లు మరియు షాఫ్ట్ హాయిస్ట్లను ఉపయోగించండి. కోర్ను దెబ్బతీసే మరియు ఏకాగ్రతను ప్రభావితం చేసే ప్రభావాలను లేదా చుక్కలను నివారించండిస్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్సంస్థాపన. అంచు నష్టం మరియు వైకల్యాన్ని నివారించడానికి పూర్తయిన రోల్స్ను జాగ్రత్తగా నిర్వహించండి.
-డిబ్రిస్ మేనేజ్మెంట్: చీలిక ప్రాంతాన్ని శుభ్రంగా ఉంచండి మరియు వెబ్ను మళ్లించకుండా, కట్టర్తో జోక్యం చేసుకోకుండా లేదా రోల్లో ఉంచడం, నాణ్యత మరియు సహనాన్ని ప్రభావితం చేయకుండా నిరోధించడానికి చెత్తను వెంటనే తొలగించండి.
నిర్వహణ స్థిరంగా ఉండేలా చేస్తుందిస్టీల్ స్ట్రిప్ స్లిట్టింగ్ లైన్ఐదు కీలక రంగాలపై దృష్టి సారించడం ద్వారా ఆపరేషన్ మరియు సహనం ఖచ్చితత్వం:
-ప్రివెంటివ్ మెయింటెనెన్స్: తయారీదారుల షెడ్యూల్ ప్రకారం కాంపోనెంట్ అలైన్మెంట్, బేరింగ్లు, బెల్ట్ టెన్షన్, గేర్ వేర్ మరియు వాయు/హైడ్రాలిక్ సిస్టమ్లను తనిఖీ చేయండి మరియు సంభావ్య సమస్యలను వెంటనే పరిష్కరించండి.
-లూబ్రికేషన్ మేనేజ్మెంట్: కాంపోనెంట్ వేర్ మరియు వైబ్రేషన్కు కారణమయ్యే ఓవర్ లూబ్రికేషన్ (పేలవమైన హీట్ డిస్సిపేషన్) లేదా అండర్ లూబ్రికేషన్ (అధిక రాపిడి) నివారించడానికి పేర్కొన్న సమయం, మొత్తం మరియు రకానికి అనుగుణంగా లూబ్రికేట్ చేయండి.
-కాంపోనెంట్ వేర్ ఇన్స్పెక్షన్: బేరింగ్లు, షాఫ్ట్లు మరియు గేర్లు వంటి కీలక భాగాలను క్రమం తప్పకుండా తనిఖీ చేయండి మరియు వైబ్రేషన్, జారడం మరియు తప్పుగా అమర్చడం సహనాన్ని ప్రభావితం చేయకుండా నిరోధించడానికి ఏదైనా తీవ్రంగా ధరించే భాగాలను వెంటనే భర్తీ చేయండి.
-క్యాలిబ్రేషన్ మరియు మెయింటెనెన్స్: పారామీటర్ సెట్టింగ్లను ప్రభావితం చేసే అన్కాలిబ్రేటెడ్ సాధనాల వల్ల కలిగే కొలత లోపాలను నివారించడానికి టెన్షన్ సెన్సార్లు, లోడ్ సెల్లు మరియు డిజిటల్ పొజిషనింగ్ సిస్టమ్లను క్రమం తప్పకుండా కాలిబ్రేట్ చేయండి.
-క్లీనింగ్: స్టీల్ స్ట్రిప్ స్లిట్టింగ్ మెషీన్ను దుమ్ము, గ్రీజు మరియు శిధిలాల నుండి శుభ్రం చేయండి, ముఖ్యంగా బేరింగ్లు, గైడ్ పట్టాలు మరియు సెన్సార్ల చుట్టూ, సజావుగా పనిచేయడానికి మరియు సమస్యను గుర్తించడానికి వీలు కల్పిస్తుంది.