1.యొక్క ఆపరేషన్ సమయంలోమెటల్ స్లిటింగ్ యంత్ర పరికరాలు,సాధనం యొక్క విలోమ డోలనం సమస్య ఉన్నట్లయితే, అది సాధనం యొక్క విలోమ డోలనం మరియు సాధనం పరిమాణం యొక్క బయటి వ్యాసం వంటి పేలవమైన కొలతలు ఉత్పత్తికి దారి తీస్తుంది.
2.మెటల్ స్లిట్టింగ్ మెషిన్ ఉత్పత్తి సమయంలో, స్టీల్ ప్లేట్ యొక్క విలోమ వార్-పేజ్ సమస్య ఉంది, దీని ఫలితంగా వెడల్పు కొలతలు తక్కువగా ఉంటాయి. విలోమ వార్-పేజీ స్థితిలో ఉత్పత్తి కట్ యొక్క కొలత సాధనం యొక్క సెట్ విలువ కంటే పెద్దదిగా ఉండటమే దీనికి కారణం.
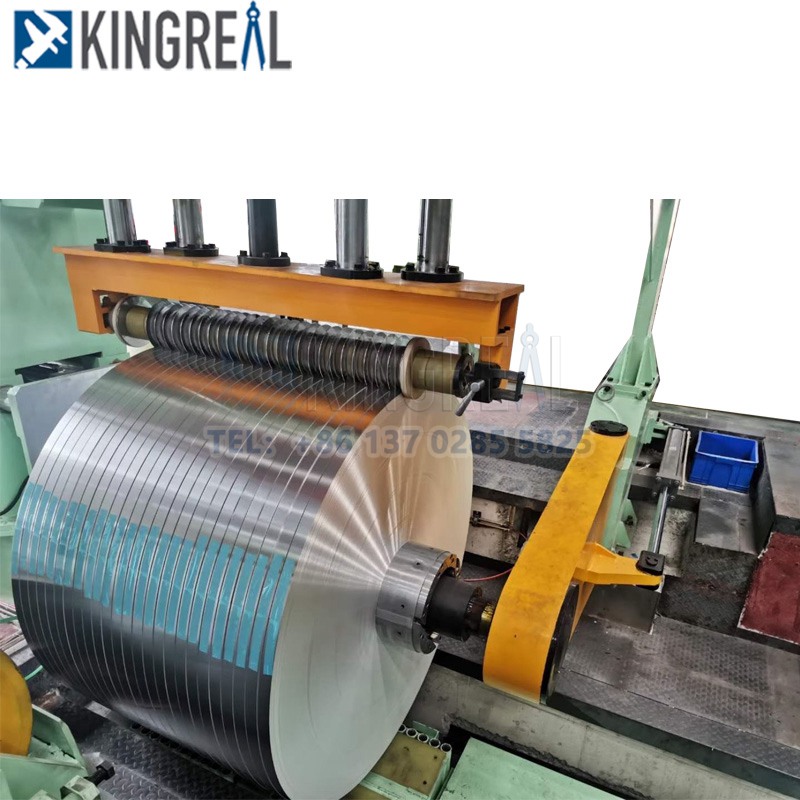
3.మెటల్ స్లిట్టింగ్ మెషిన్ ఉత్పత్తి కారణంగా ఉంది, ఇది స్పేసర్ సెట్, కత్తులు మొదలైనవి. ఒక నిర్దిష్ట సరిపోలే లోపం ఉంది. సాధారణంగా, స్పేసర్, టూల్ మందం ఖచ్చితత్వం 0.005. ముక్కల సంఖ్య పెద్దగా ఉన్నప్పుడు, సంచిత దోషం పెద్దదిగా మారుతుంది.
4.ఎగువ టాలరెన్స్ సెట్టింగ్ చెడ్డది. మెటల్ స్లిట్టింగ్ మెషిన్ ద్వారా కట్ చేయబడిన ఉత్పత్తి యొక్క వెడల్పు ఎల్లప్పుడూ సరిపోలే కత్తి సహన స్థితి యొక్క ఉత్పత్తి వైపు కొలతలు కంటే కొంచెం తక్కువగా ఉంటుందని తెలుసుకోవడం ముఖ్యం. అందువల్ల, ఈ తక్కువ సహనం యొక్క పరిధిని ముందుగానే అంచనా వేయడం అవసరం. నైఫ్ టైమ్ స్పేసర్ సైజ్ డిటర్మినేషన్ రిఫరెన్స్ యొక్క ఉత్పత్తి వైపు.
5.ఉపయోగించిన కోత పద్ధతిని పరిగణనలోకి తీసుకోవడానికి. పోల్చి చూస్తే, మెటల్ స్లిట్టర్ పరికరాలు స్ట్రెయిట్ పుల్ టైప్ షీర్ను స్వీకరిస్తే, అప్పుడు స్టీల్ కాయిల్ యొక్క టెన్షన్ పెరుగుతుంది, విలోమ వార్-పేజ్ అదృశ్యమవుతుంది మరియు పరిమాణం పేదలకు తగ్గుతుంది.
పై కారణాల వల్ల, కింది పద్ధతుల ద్వారా మెరుగుపరచవచ్చు:
1.పరికరాల యొక్క సాధారణ ఆపరేషన్ మరియు ఖచ్చితత్వాన్ని నిర్ధారించడానికి మెటల్ స్లిట్టింగ్ మెషీన్ను క్రమం తప్పకుండా నిర్వహించండి మరియు సేవ చేయండి.
2.ఆపరేటర్లు సరైన ఆపరేషన్ పద్ధతులు మరియు దశలతో సుపరిచితులైనట్లు నిర్ధారించడానికి వారికి శిక్షణను బలోపేతం చేయండి.
3.అధిక-నాణ్యత లోహ పదార్థాలను ఎంచుకోండి మరియు పదార్థాలు ఏకరీతిగా మరియు లోపాలు లేకుండా ఉండేలా నాణ్యతా పరీక్షలను నిర్వహించండి.
4.దాని కట్టింగ్ శక్తి మరియు ఖచ్చితత్వాన్ని నిర్ధారించడానికి మెటల్ స్లిట్టింగ్ మెషిన్ యొక్క కత్తులను క్రమం తప్పకుండా తనిఖీ చేయండి మరియు భర్తీ చేయండి.
5.ఉష్ణోగ్రత, తేమ మరియు ఇతర కారకాలచే ప్రభావితం కాకుండా ఉండటానికి మెటల్ స్లిట్టింగ్ మెషిన్ ఉపయోగించే వాతావరణాన్ని నియంత్రించండి.