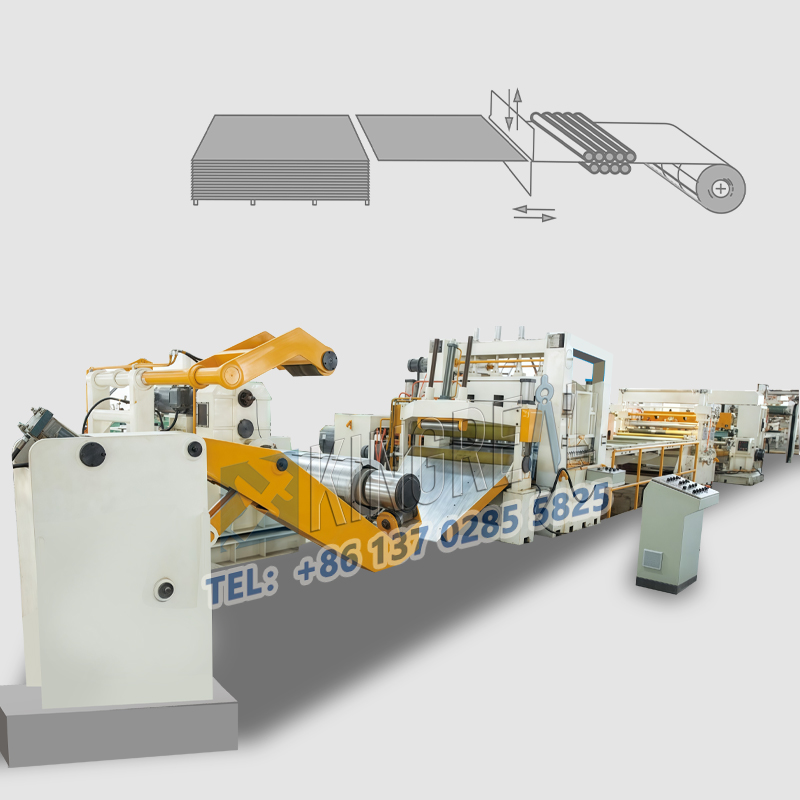
దిఅధిక వేగం స్లిట్టింగ్ లైన్, గరిష్టంగా 230m/min ఆపరేటింగ్ స్పీడ్తో, మెటల్ కాయిల్స్ను అన్కాయిలింగ్ చేయడం, స్లిట్ చేయడం మరియు రీకాయిలింగ్ చేయడం వంటి కీలక ప్రక్రియలను సమర్ధవంతంగా పూర్తి చేస్తుంది, ఉత్పత్తి సామర్థ్యం మరియు ప్రాసెసింగ్ ఖచ్చితత్వాన్ని గణనీయంగా పెంచుతుంది. అయినప్పటికీ, దీర్ఘకాలిక అధిక-లోడ్ మరియు అధిక-వేగవంతమైన ఆపరేషన్ సమయంలో, హై స్పీడ్ స్లిట్టింగ్ మెషిన్ సరికాని ఆపరేషన్, కాంపోనెంట్ వేర్ మరియు తగినంత నిర్వహణ వంటి కారణాల వల్ల వివిధ లోపాలకు గురవుతుంది. ఈ లోపాలు ఉత్పత్తి పురోగతిని ప్రభావితం చేయడమే కాకుండా ప్రాసెసింగ్ నాణ్యతను తగ్గించవచ్చు మరియు హై స్పీడ్ స్లిట్టింగ్ లైన్ సేవా జీవితాన్ని కూడా తగ్గించవచ్చు. హై స్పీడ్ స్లిట్టింగ్ మెషీన్ల యొక్క కార్యాచరణ సమస్యలను మెరుగ్గా పరిష్కరించడంలో మరియు సాఫీగా ఉత్పత్తిని నిర్ధారించడంలో సంబంధిత ఆపరేటర్లకు సహాయం చేయడానికి, ఈ కథనం హై స్పీడ్ స్లిట్టింగ్ లైన్ల ఆపరేషన్ సమయంలో సాధారణ లోపాలు, వాటి కారణాలు మరియు సంబంధిత పరిష్కారాలను వివరిస్తుంది, అలాగే వారి సేవా జీవితాన్ని పొడిగించడానికి ఆచరణాత్మక చిట్కాలను పంచుకుంటుంది.
1. సరికాని స్లిట్టింగ్ కొలతలు
సరికాని స్లిటింగ్ కొలతలు అత్యంత సాధారణ సమస్యలలో ఒకటిఅధిక వేగం స్లిట్టింగ్ యంత్రాలు, ముఖ్యంగా హై-స్పీడ్ ఆపరేషన్ సమయంలో. ఈ సమస్య సంభవించిన తర్వాత, ఇది నాసిరకం ఉత్పత్తుల బ్యాచ్కు దారి తీస్తుంది, దీని వలన పదార్థ వ్యర్థాలు మరియు ఉత్పత్తి ఆలస్యం అవుతుంది.
కారణాలు:
(1) అస్థిర ఉద్రిక్తత నియంత్రణ. హై స్పీడ్ స్లిట్టింగ్ లైన్ యొక్క స్లిట్టింగ్ ప్రక్రియలో, అన్వైండింగ్, స్లిట్టింగ్ మరియు రివైండింగ్ దశల మధ్య సరికాని టెన్షన్ కోఆర్డినేషన్ మెటీరియల్ స్ట్రెచింగ్ లేదా సంకోచానికి కారణమవుతుంది, తద్వారా చీలిక కొలతలు ప్రభావితం కావచ్చు.
(2) తీవ్రమైన సాధనం దుస్తులు. హై స్పీడ్ స్లిట్టింగ్ మెషీన్ యొక్క బ్లేడ్లు నిరంతరం హై-స్పీడ్ కట్టింగ్ స్థితిలో ఉంటాయి, ఇది ఎడ్జ్ వేర్, బ్లంటింగ్ లేదా నోచెస్కు దారి తీస్తుంది. ఇది పదార్థాన్ని ఖచ్చితంగా కత్తిరించడం అసాధ్యం, దీని ఫలితంగా డైమెన్షనల్ విచలనాలు ఏర్పడతాయి.
(3) అసాధారణ విచలనం దిద్దుబాటు వ్యవస్థ. పదార్థాల ఖచ్చితమైన రవాణాను నిర్ధారించడానికి విచలనం దిద్దుబాటు పరికరం కీలకం. విచలనం సెన్సార్ పనిచేయకపోతే లేదా సరిగ్గా క్రమాంకనం చేయకపోతే, అది మెటీరియల్ రవాణా విచలనానికి కారణమవుతుంది, ఇది చీలికలో డైమెన్షనల్ విచలనాలకు దారితీస్తుంది.
పరిష్కారం:
(1) టెన్షన్ పారామితులు మెటీరియల్ లక్షణాలకు అనుగుణంగా సెట్ చేయబడిందని నిర్ధారించడానికి హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క టెన్షన్ కంట్రోలర్ను తనిఖీ చేయండి. మెటీరియల్ స్ట్రెచింగ్ లేదా వదులుగా ఉండకుండా, మూడు దశల మధ్య ఉద్రిక్తత యొక్క సాఫీగా మార్పు ఉండేలా అన్వైండింగ్ మరియు రివైండింగ్ సమయంలో టెన్షన్ను సర్దుబాటు చేయండి.
(2) బ్లేడ్ల పరిస్థితిని క్రమం తప్పకుండా తనిఖీ చేయండి. ఏదైనా దుస్తులు, మొద్దుబారడం లేదా నోచెస్ కనుగొనబడితే, వాటిని స్పెసిఫికేషన్లకు అనుగుణంగా బ్లేడ్లతో భర్తీ చేయండి. భర్తీ చేసిన తర్వాత, ఖచ్చితమైన కేంద్రీకరణను నిర్ధారించడానికి బ్లేడ్లను ఖచ్చితంగా సర్దుబాటు చేయండి.
(3) విచలనం దిద్దుబాటు పరికరాన్ని కాలిబ్రేట్ చేయండి, విచలనం సెన్సార్ యొక్క సున్నితత్వాన్ని తనిఖీ చేయండి, సెన్సార్ ఉపరితలంపై ఉన్న దుమ్ము మరియు మరకలను శుభ్రం చేయండి మరియు మెటీరియల్ను ప్రసారం చేసే ప్రక్రియలో వైదొలగకుండా మరియు స్లిట్టింగ్ కొలతల యొక్క ఖచ్చితత్వానికి హామీ ఇవ్వడానికి విచలనం దిద్దుబాటు పారామితులను రీకాలిబ్రేట్ చేయండి.
2. మెటీరియల్ విచలనం మరియు ముడతలు
హై స్పీడ్ స్లిట్టింగ్ లైన్ల ఆపరేషన్ సమయంలో, మెటీరియల్ డివియేషన్ మరియు ముడతలు కూడా సాధారణ సమస్యలు, ప్రత్యేకించి సన్నని మెటల్ కాయిల్స్ కోసం, సమస్య మరింత ప్రముఖంగా ఉంటుంది. ఇది స్లిట్టింగ్ ఖచ్చితత్వాన్ని ప్రభావితం చేయడమే కాకుండా, తదుపరి ప్రాసెసింగ్పై ప్రభావం చూపే మెటీరియల్ డ్యామేజ్ను కూడా కలిగిస్తుంది.
కారణాలు:
(1) అసమతుల్య గైడ్ రోలర్లు. హై స్పీడ్ స్లిట్టింగ్ మెషీన్లలోని గైడ్ రోలర్లు మెటీరియల్లకు మద్దతు ఇవ్వడానికి మరియు తెలియజేయడానికి కీలకమైనవి. గైడ్ రోలర్లు స్థాయిని వ్యవస్థాపించకపోతే, ఉపరితల దుస్తులు కలిగి ఉంటే లేదా విదేశీ వస్తువులు జోడించబడి ఉంటే, అది రవాణా సమయంలో పదార్థంపై అసమాన బలానికి దారి తీస్తుంది, ఫలితంగా విచలనం మరియు ముడతలు ఏర్పడతాయి.
(2) తగినంత గాలి ఒత్తిడి. హై స్పీడ్ స్లిట్టింగ్ మెషీన్లలోని కొన్ని యాక్చుయేటింగ్ భాగాలు గాలి పీడనం ద్వారా నడపబడతాయి. వాయు పీడన వ్యవస్థలో లీక్ లేదా పీడనం సరిపోకపోతే, సంబంధిత భాగాలు పేలవంగా పనిచేయడానికి మరియు మెటీరియల్ రవాణాను స్థిరంగా నియంత్రించడంలో విఫలమవుతాయి.
(3) అసమాన పదార్థ ఉద్రిక్తత. సరికాని స్లిట్టింగ్ కొలతలకు కారణమయ్యే టెన్షన్ సమస్య లాగానే, అన్వైండింగ్ మరియు రివైండింగ్ సమయంలో టెన్షన్లో అధిక హెచ్చుతగ్గులు, రవాణా సమయంలో పదార్థం యొక్క అసమాన సాగతీతకు దారి తీస్తుంది, ఫలితంగా ముడతలు మరియు విచలనం ఏర్పడుతుంది.
పరిష్కారం:
(1) గైడ్ రోలర్ల స్థాయిని సర్దుబాటు చేయండి. హై స్పీడ్ స్లిట్టింగ్ లైన్ ఆపివేసిన తర్వాత, హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క అన్ని గైడ్ రోలర్లను తనిఖీ చేయండి, గైడ్ రోలర్ల ఉపరితలంపై విదేశీ వస్తువులు మరియు మరకలను శుభ్రం చేయండి. గైడ్ రోలర్ల ఉపరితలంపై దుస్తులు ఉంటే, వాటిని సమయానికి రిపేర్ చేయండి లేదా భర్తీ చేయండి. అన్ని గైడ్ రోలర్లు ఒకే స్థాయిలో ఉన్నాయని మరియు రవాణా సమయంలో పదార్థం సమానంగా ఒత్తిడి చేయబడిందని నిర్ధారించుకోవడానికి గైడ్ రోలర్ల యొక్క ఇన్స్టాలేషన్ కోణాన్ని సర్దుబాటు చేయండి.
(2) వాయు వ్యవస్థను తనిఖీ చేయండి. వాయు పైప్లైన్లో ఏదైనా లీకేజీ ఉందో లేదో తనిఖీ చేయండి, హై స్పీడ్ స్లిట్టింగ్ మెషిన్ పేర్కొన్న ప్రమాణానికి గాలి ఒత్తిడిని భర్తీ చేయండి మరియు వాయు వ్యవస్థ యొక్క స్థిరమైన ఆపరేషన్ను నిర్ధారించడానికి వాయు కవాటాలు, సిలిండర్లు మరియు ఇతర భాగాలను క్రమం తప్పకుండా శుభ్రపరచండి మరియు నిర్వహించండి.
(3) విశ్రాంతి మరియు రివైండ్ యొక్క ఉద్రిక్తతను ఆప్టిమైజ్ చేయండి. మెటీరియల్ యొక్క మందం, కాఠిన్యం మరియు ఇతర లక్షణాల ప్రకారం, హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క టెన్షన్ పారామితులను మళ్లీ సర్దుబాటు చేయండి, స్థిరమైన టెన్షన్ కంట్రోల్ మోడ్ను అనుసరించండి మరియు మెటీరియల్ విచలనం మరియు రూట్ నుండి ముడతలను తగ్గించడానికి అధిక టెన్షన్ హెచ్చుతగ్గులను నివారించండి.
3. హై స్పీడ్ స్లిట్టింగ్ లైన్ యొక్క అసాధారణ కంపనం లేదా శబ్దం
హై స్పీడ్ స్లిట్టింగ్ మెషిన్ అధిక వేగంతో పని చేస్తున్నప్పుడు మరియు అసాధారణమైన వైబ్రేషన్ లేదా ష్రిల్ నాయిస్ను అనుభవించినప్పుడు, హై స్పీడ్ స్లిట్టింగ్ లైన్ కాంపోనెంట్లతో వేర్ అండ్ టియర్ లేదా ఇన్స్టాలేషన్ సమస్యలు ఉన్నాయని ఇది సూచిస్తుంది. తక్షణమే పరిష్కరించకపోతే, ఇది కాంపోనెంట్ వేర్ను వేగవంతం చేస్తుంది మరియు హై స్పీడ్ స్లిటింగ్ మెషిన్ వైఫల్యం మరియు షట్డౌన్కు కూడా దారితీయవచ్చు.
కారణాలు:
(1) బేరింగ్ వేర్. హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క ప్రసార భాగాలు మరియు గైడ్ రోలర్లు అన్నీ బేరింగ్లతో అమర్చబడి ఉంటాయి. దీర్ఘకాలిక హై-స్పీడ్ ఆపరేషన్ తగినంత సరళత మరియు బేరింగ్ల యొక్క తీవ్రమైన దుస్తులు ధరించడానికి దారితీస్తుంది, భ్రమణ సమయంలో కంపనం మరియు శబ్దం ఏర్పడుతుంది.
(2) లూజ్ డ్రైవ్ బెల్ట్. హై స్పీడ్ స్లిట్టింగ్ మెషీన్లో పవర్ ట్రాన్స్మిషన్ కోసం డ్రైవ్ బెల్ట్ కీలకమైన భాగం. సుదీర్ఘమైన ఉపయోగంతో, ఇది వృద్ధాప్యం మరియు సాగదీయవచ్చు, ఫలితంగా డ్రైవ్ బెల్ట్ వదులుగా ఉంటుంది. ఆపరేషన్ సమయంలో, ఇది పుల్లీకి వ్యతిరేకంగా రుద్దుతుంది, శబ్దాన్ని ఉత్పత్తి చేస్తుంది మరియు పవర్ ట్రాన్స్మిషన్ను ప్రభావితం చేస్తుంది, ఇది అధిక వేగ స్లిటింగ్ లైన్ వైబ్రేషన్కు కారణమవుతుంది.
(3) వదులుగా ఉండే యాంత్రిక భాగాలు. హై స్పీడ్ స్లిట్టింగ్ మెషీన్ యొక్క దీర్ఘకాలిక అధిక-లోడ్ ఆపరేషన్ సమయంలో, స్క్రూలు, బోల్ట్లు మరియు ఇతర కనెక్ట్ చేసే భాగాలు వదులుగా మారవచ్చు, ఇది భాగాల మధ్య పేలవమైన కనెక్షన్కు దారి తీస్తుంది మరియు ఆపరేషన్ సమయంలో వైబ్రేషన్ మరియు అసాధారణ శబ్దాన్ని కలిగిస్తుంది.
పరిష్కారం:
(1) హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క అన్ని బేరింగ్లను తనిఖీ చేయండి. ఏదైనా బేరింగ్ అరిగిపోయినట్లు, ఇరుక్కుపోయినట్లు లేదా అసాధారణమైన శబ్దాలు చేస్తున్నట్లయితే, సమయానికి లూబ్రికేషన్ కోసం ప్రత్యేక గ్రీజును జోడించండి. దుస్తులు తీవ్రంగా ఉంటే, హై స్పీడ్ స్లిట్టింగ్ లైన్ యొక్క మొత్తం ఆపరేషన్ను ప్రభావితం చేయకుండా బేరింగ్ డ్యామేజ్ను నిరోధించడానికి వెంటనే బేరింగ్ను భర్తీ చేయండి. (2) డ్రైవ్ బెల్ట్ యొక్క బిగుతును సర్దుబాటు చేయండి. హై స్పీడ్ స్లిట్టింగ్ మెషిన్ ఆపివేసిన తర్వాత, డ్రైవ్ బెల్ట్ యొక్క ఉద్రిక్తతను తనిఖీ చేయండి. డ్రైవ్ బెల్ట్ వదులుగా ఉంటే, టెన్షనింగ్ పరికరాన్ని సర్దుబాటు చేయండి. డ్రైవ్ బెల్ట్ పాతబడి ఉంటే లేదా తీవ్రంగా ధరించినట్లయితే, డ్రైవ్ బెల్ట్ పుల్లీతో గట్టిగా సరిపోయేలా మరియు పవర్ ట్రాన్స్మిషన్ సాఫీగా ఉండేలా చూసుకోవడానికి దాన్ని సమయానికి భర్తీ చేయండి.
(3) స్క్రూలు, బోల్ట్లు మరియు ఇతర కనెక్ట్ చేసే భాగాల సమగ్ర తనిఖీని నిర్వహించండిఅధిక వేగం స్లిట్టింగ్ లైన్. ఏదైనా వదులుగా ఉండే భాగాలను బిగించండి, ప్రత్యేకించి ట్రాన్స్మిషన్ మరియు గైడ్ రోలర్ ఫిక్సింగ్ పొజిషన్ల అనుసంధాన భాగాలపై దృష్టి సారించి, అన్ని భాగాలు పటిష్టంగా అనుసంధానించబడి ఉన్నాయని నిర్ధారించడానికి మరియు ఆపరేషన్ సమయంలో కంపనం మరియు శబ్దాన్ని తగ్గించండి.
(1) బ్లేడ్ నిర్వహణ
-రోజువారీ తనిఖీ: హై స్పీడ్ స్లిట్టింగ్ మెషీన్ను ప్రారంభించే ముందు, బ్లేడ్లలో ఏదైనా నిక్స్, తుప్పు లేదా మెటీరియల్ అవశేషాలు ఉన్నాయో లేదో తనిఖీ చేయండి. సమయం లో మురికి శుభ్రం, ఒక ప్రత్యేక క్లీనర్ తో stains తొలగించండి, మరియు ఎండబెట్టడం తర్వాత ఒక కందెన వ్యతిరేక రస్ట్ ఏజెంట్ వర్తిస్తాయి.
-సకాలంలో భర్తీ: బ్లేడ్ స్థితి యొక్క లాగ్ ఉంచండి. మొత్తం పనితీరును ప్రభావితం చేయకుండా ఉండటానికి తీవ్రంగా ధరించిన లేదా చిప్ చేయబడిన లేదా పగిలిన అంచులను కలిగి ఉన్న బ్లేడ్లను మార్చండి.అధిక వేగం స్లిట్టింగ్ లైన్బ్లేడ్ దెబ్బతినడం వల్ల.
(2) సరళత నిర్వహణ
-కీలక భాగాల లూబ్రికేషన్: బేరింగ్లు, గేర్లు, హైడ్రాలిక్ సిలిండర్లు, చైన్లు మరియు బెల్ట్లు వంటి కదిలే భాగాలను క్రమ వ్యవధిలో లూబ్రికేట్ చేయండి. బేరింగ్లు/గేర్లను ప్రతిరోజూ తక్కువ-స్నిగ్ధత కలిగిన సింథటిక్ గ్రీజుతో లూబ్రికేట్ చేయాలి, ప్రతి 1000 గంటలకు అధిక-ఉష్ణోగ్రత నిరోధక హైడ్రాలిక్ ఆయిల్తో హైడ్రాలిక్ సిలిండర్లు మరియు లిథియం ఆధారిత గ్రీజుతో చైన్లు/బెల్ట్లు నెలవారీగా ఉండాలి.
-లూబ్రికేషన్కు ముందు శుభ్రం చేయండి: ధూళిని శోషించే మరియు లూబ్రికేషన్ ప్రభావాన్ని ప్రభావితం చేసే అధిక లూబ్రికేషన్ను నివారించడానికి లూబ్రికేషన్కు ముందు పాత నూనె మరకలను శుభ్రం చేయండి.
(3) ఉద్రిక్తత మరియు అమరిక
-టెన్షన్ కంట్రోల్: మెటీరియల్ లక్షణాల ప్రకారం టెన్షన్ పారామితులను సర్దుబాటు చేయండి. ఉదాహరణకు, ఫిల్మ్ల కోసం టెన్షన్ సాపేక్షంగా తక్కువగా ఉండాలి, మెటల్ రేకుల కోసం ఇది కొంచెం ఎక్కువగా ఉంటుంది. రివైండింగ్ సమయంలో, లోపలి పొర కుదింపును నిరోధించడానికి టేపర్డ్ టెన్షన్ని ఉపయోగించండి.
-రెగ్యులర్ కాలిబ్రేషన్: బ్లేడ్ సెంటరింగ్ మరియు సెన్సార్లను ప్రతి 3 నుండి 6 నెలలకు కాలిబ్రేట్ చేయండి. అధిక వినియోగ ఫ్రీక్వెన్సీతో హై స్పీడ్ స్లిట్టింగ్ లైన్ కోసం, హై స్పీడ్ స్లిట్టింగ్ మెషిన్ యొక్క కట్టింగ్ ఖచ్చితత్వం మరియు స్థిరమైన ఆపరేషన్ను నిర్ధారించడానికి అమరిక చక్రాన్ని తగ్గించండి.
(4) ప్రసార వ్యవస్థ నిర్వహణ
-బెల్ట్లు/గొలుసులను తనిఖీ చేయండి: చాలా బిగుతుగా ఉండటం వల్ల జారడం లేదా అధిక దుస్తులు ధరించకుండా ఉండేందుకు వారానికోసారి బెల్ట్లు/గొలుసుల టెన్షన్ను తనిఖీ చేయండి. తీవ్రంగా ధరించిన బెల్ట్లు/గొలుసుల కోసం సకాలంలో దిద్దుబాట్లు లేదా భర్తీ చేయండి.
-బేరింగ్లను తనిఖీ చేయండి: ప్రతి మూడు రోజులకు ట్రాన్స్మిషన్ భాగాలలో బేరింగ్లు ధరించే పరిస్థితిని పరిశీలించండి. ఏదైనా అసాధారణ శబ్దాలను వినండి మరియు వేడెక్కుతున్నట్లు అనుభూతి చెందండి. దెబ్బతిన్న బేరింగ్లను వెంటనే మార్చండి.
(5) ఎలక్ట్రికల్ సిస్టమ్ నిర్వహణ
-వేడి వెదజల్లడాన్ని శుభ్రపరచండి: దుమ్ము పేరుకుపోకుండా నిరోధించడానికి మరియు ఫ్రీక్వెన్సీ కన్వర్టర్ మరియు సర్వో డ్రైవర్కు మంచి వెంటిలేషన్ ఉండేలా ప్రతి నెలా విద్యుత్ పెట్టెలోని వేడి వెదజల్లే రంధ్రాలు మరియు ఫ్యాన్లను శుభ్రం చేయండి.
-వైరింగ్ను తనిఖీ చేయండి: హై స్పీడ్ స్లిట్టింగ్ లైన్ ఆపరేషన్ను ప్రభావితం చేసే విద్యుత్ లోపాలను నివారించడానికి వైరింగ్ టెర్మినల్స్ను బిగించి, కేబుల్ ఏజింగ్ కోసం తనిఖీ చేయండి.
ప్రామాణిక నిర్వహణ ద్వారా, వైఫల్యం రేటుఅధిక వేగం స్లిట్టింగ్ యంత్రం40% కంటే ఎక్కువ తగ్గించవచ్చు, దాని సేవ జీవితాన్ని గణనీయంగా పొడిగిస్తుంది!