యొక్క స్లిటింగ్ ప్రక్రియలోకాయిల్ స్లిటింగ్ మెషిన్ పరికరాలు, కొన్ని అవాంఛనీయ కారకాల ప్రభావం కారణంగా స్టీల్ స్ట్రిప్ యొక్క వైకల్యానికి కారణమవుతుంది, మరియు మరింత సాధారణ దృగ్విషయం పార్శ్వ వంపు యొక్క తరం.ఈ సమస్యకు కారణమయ్యే అనేక అంశాలు ఉన్నాయి.

ఇది స్ట్రిప్ యొక్క మకా ప్రక్రియ వల్ల కావచ్చు స్టీల్ స్లిటింగ్ మెషిన్, అస్థిరత మరియు బెండింగ్ యొక్క రెండు వైపులా స్పష్టమైన బర్ర్స్ లేదా బర్ర్స్ కనిపించడం వల్ల.
ఉదాహరణకు, వైండింగ్ ప్రక్రియలో ఒక బుర్ సైడ్ ఉన్నందున మరియు ప్లేట్ మందం యొక్క పెద్ద వైపు పెద్ద వైపు పెద్దది, వాల్యూమ్ వ్యాసం పెద్దది మరియు బెండ్ యొక్క పొడిగింపు యొక్క అంచుని ఏర్పరచటానికి మంట బారెల్ను ఉత్పత్తి చేస్తుంది. ఈ పరిస్థితిని కాగితం యొక్క తగిన మందం యొక్క మరొక వైపు చేర్చాలి లేదా స్ప్లిట్ ప్రాసెసింగ్ చేయాలి. అదనంగా, ఇది స్ట్రిప్ ఎడ్జ్ యొక్క అసమానత, ఉంగరాల ఉనికి, దాని అంచు మందం మార్పులకు దారితీస్తుంది మరియు కట్టింగ్ ఎడ్జ్ పొడిగింపుకు దారితీస్తుంది లేదా స్లిట్టర్ బ్లేడ్ సైడ్ సింటరింగ్, బ్లేడ్ మరియు బ్లేడ్ బ్లేడ్ మరియు బ్లేడ్ బ్లేడ్ సైడ్ కరుకుదనం మధ్య సరికాని పరిచయం మరియు స్ట్రిప్ ఎడ్జ్ ఉంగరాల వల్ల కావచ్చు.

నిర్దిష్ట ప్రతిఘటనలు:సైడ్ ప్రెజర్ తగ్గించడానికి క్షితిజ సమాంతర క్లియరెన్స్ పెంచండి. కత్తిరించబడిన పదార్థానికి అనువైన బ్లేడ్ను ఎంచుకోండి. అదనంగా, స్లిటింగ్ ప్రక్రియలో, ఉక్కు స్ట్రిప్ యొక్క క్షితిజ సమాంతర మడత సమస్యను మేము ఎదుర్కోవచ్చు. అటువంటి పరిస్థితి కోసం, మొదటిది మడత గుర్తుల ఉత్పత్తిలో పాల్గొన్న బ్లేడ్ వల్ల కావచ్చు. ఉదాహరణకు, స్లిట్టర్ ఇరుకైన స్ట్రిప్ వెడల్పును కత్తిరించినప్పుడు, స్ట్రిప్ రెండు బాహ్య బ్లేడ్ల ద్వారా పట్టుబడుతుంది ఎందుకంటే వేలు ప్రెస్ రెండు బయటి అంచుల మధ్య అంతరాన్ని నింపదు.
అదనంగా, ఇది రెట్లు మార్క్ వద్ద వైండింగ్ రీల్ జాస్, మొదటి మలుపు దగ్గరగా లేనప్పుడు వైండింగ్ మెషీన్లో స్టీల్ స్ట్రిప్, మరియు ఈ విస్తరణ స్థితిలో ఉత్పత్తి చేయబడినప్పుడు గాలిని కొనసాగిస్తుంది.
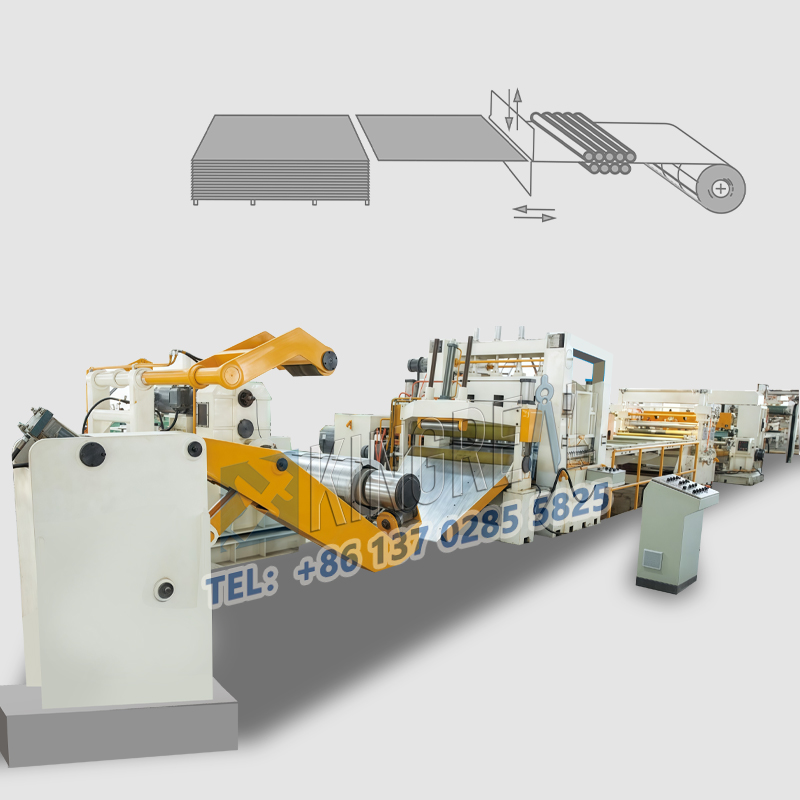
ప్రెసిషన్ వెబ్ ప్రాసెసింగ్ మెషీన్గా, స్లిటర్కు ఉపయోగం మరియు నిర్వహణ ప్రక్రియలో వృత్తిపరమైన మార్గదర్శకత్వం అవసరం.దయచేసి మమ్మల్ని సంప్రదించండి.