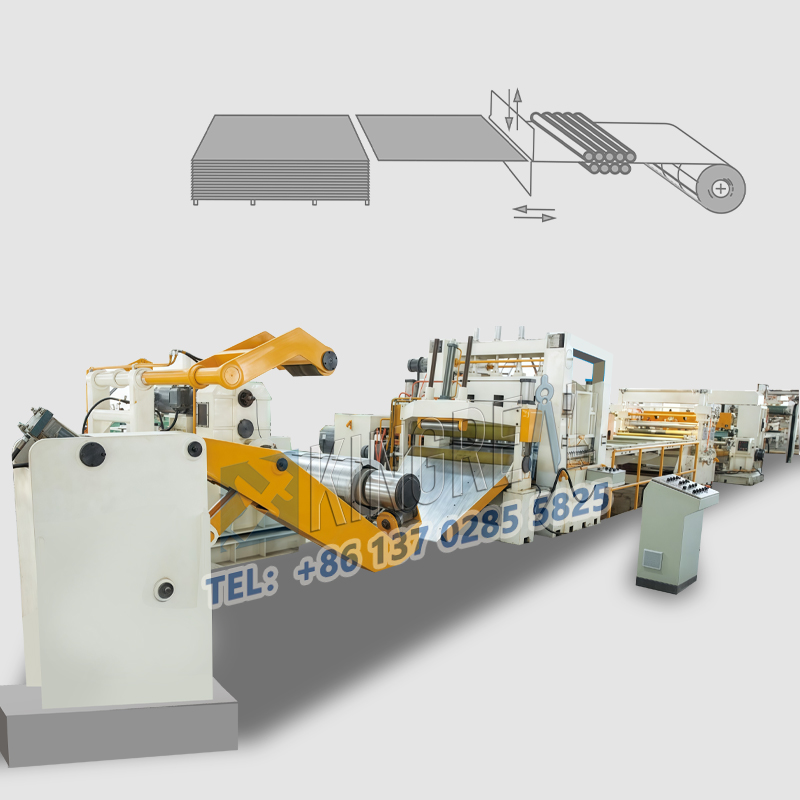
లాంగిట్యూడినల్ షీర్ కాయిల్ స్లిట్టింగ్ మెషిన్ప్రధానంగా సిలికాన్ స్టీల్ షీట్, అల్యూమినియం కాయిల్, గాల్వనైజ్డ్ కాయిల్, స్టెయిన్లెస్ స్టీల్, ప్లెయిన్ కార్బన్ స్టీల్ మరియు ఇతర కాయిల్స్ మరియు స్ట్రిప్స్ యొక్క షీట్ మెటీరియల్ యొక్క స్ట్రిప్స్ను అనేక చిన్న స్ట్రిప్స్గా చీల్చడం కోసం ఉపయోగిస్తారు. లాంగిట్యూడినల్ షీర్ మెటల్ స్లిట్టింగ్ మెషిన్ను కొంతవరకు లాంగిట్యూడినల్ షీర్, స్లిట్టింగ్ మెషిన్, రోలింగ్ షీర్, డిస్క్ షీర్, స్లిట్టింగ్ మెషిన్ అని కూడా పిలుస్తారు.

ఫంక్షన్ వివరణ: స్లిట్టింగ్ మరియు స్టీల్ స్లిట్టింగ్ మెషిన్ సిలికాన్ స్టీల్ షీట్, అల్యూమినియం కాయిల్, గాల్వనైజ్డ్ కాయిల్, స్టెయిన్లెస్ స్టీల్, సాదా కార్బన్ స్టీల్ మరియు ఇతర కాయిల్ షీట్లను పొడవు దిశలో అనేక చిన్న స్ట్రిప్స్గా చీల్చడానికి ఉపయోగిస్తారు. రేఖాంశ షీర్ స్లిట్టింగ్ మెషిన్ ఎగువ మరియు దిగువ కత్తి షాఫ్ట్లు మరియు స్థిర, సమకాలీకరించబడిన ట్రైనింగ్ నిర్మాణాన్ని కలిగి ఉంటుంది. ఫలకం తారాగణం, వృద్ధాప్య చికిత్స, బోరింగ్ మెషిన్ ప్రెసిషన్ మ్యాచింగ్. ఎగువ మరియు దిగువ కట్టర్ షాఫ్ట్లు టర్నింగ్, హై-ఫ్రీక్వెన్సీ ట్రీట్మెంట్, గ్రైండింగ్, క్రోమ్-ప్లేటింగ్ మరియు గ్రైండింగ్ వంటి అనేక ప్రక్రియల ద్వారా చక్కగా ప్రాసెస్ చేయబడతాయి.
కాబట్టి స్లిట్టింగ్ మెషీన్ యొక్క ఆపరేషన్ సమయంలో చీలిక పరిమాణాన్ని ప్రభావితం చేసే కారకాలు ఏమిటి?
1. స్లిట్టింగ్ మెషిన్ ఎక్విప్మెంట్ యొక్క ఆపరేషన్ ప్రక్రియలో, సాధనం యొక్క విలోమ డోలనం యొక్క సమస్య ఉంటే, అది సాధనం యొక్క విలోమ డోలనం మరియు సాధనం యొక్క బయటి వ్యాసం వంటి పేలవమైన కొలతల ఉత్పత్తికి దారి తీస్తుంది. పరిమాణం భిన్నంగా మరియు పేలవంగా ఉంది. సాధనం యొక్క విలోమ డోలనం యొక్క విలువ సున్నాగా ఉండకూడదు. కారణం సాధనం మందం, లోపలి వ్యాసం, స్పేసర్ స్లీవ్ వెడల్పు మొదలైన వాటి యొక్క ఖచ్చితత్వ లోపం మరియు మందపాటి ప్లేట్లను కత్తిరించే సమయంలో పార్శ్వ ఒత్తిడి వల్ల ఏర్పడే వార్పింగ్.
2. స్టీల్ స్లిట్టింగ్ మెషిన్ పరికరాల ఉత్పత్తి సమయంలో, స్టీల్ ప్లేట్ యొక్క విలోమ వార్పేజ్ సమస్య ఉంది, దీని ఫలితంగా వెడల్పు కొలతలు తక్కువగా ఉన్నాయి. విలోమ వార్పేజ్ స్థితిలో ఉత్పత్తి కట్ యొక్క కొలత కట్టర్ సెట్టింగ్ విలువ కంటే పెద్దదిగా ఉండటమే దీనికి కారణం.
3.స్లిట్టింగ్ మెషిన్ పరికరాల ఉత్పత్తి ఆపరేషన్ కారణంగా, స్పేసర్ సెట్ మరియు కత్తులలో ఒక నిర్దిష్ట సరిపోలే లోపం ఉంది. కత్తిని సరిపోల్చినప్పుడు ముక్కల సంఖ్య పెద్దగా ఉన్నప్పుడు సంచిత దోషం పెద్దదిగా మారుతుంది. ఎగువ సహనం యొక్క పేలవమైన సెట్టింగ్ దీనికి కారణం. స్లిట్టింగ్ మెషీన్ ద్వారా కత్తిరించిన ఉత్పత్తి యొక్క వెడల్పు ఎల్లప్పుడూ కత్తి యొక్క ఉత్పత్తి వైపు కొలతలు కంటే కొంచెం తక్కువగా ఉంటుందని తెలుసుకోవడం ముఖ్యం.
అందువల్ల, ఈ వ్యత్యాసం ఎంతవరకు ఉంటుందో ముందుగానే అంచనా వేయడం అవసరం. నైఫ్ టైమ్ స్పేసర్ యొక్క ఉత్పత్తి వైపు కొలతలు నిర్ణయించేటప్పుడు ఇది సూచించబడుతుంది. ఉపయోగించిన మకా పద్ధతి కూడా పరిగణనలోకి తీసుకోబడుతుంది. పోల్చి చూస్తే, స్లిట్టింగ్ మెషిన్ పరికరాలు స్ట్రెయిట్ పుల్ టైప్ షీర్ను స్వీకరిస్తే, అప్పుడు స్టీల్ కాయిల్ యొక్క టెన్షన్ పెరుగుతుంది, విలోమ వార్పేజ్ అదృశ్యమవుతుంది మరియు పరిమాణం కూడా తేడాను తగ్గిస్తుంది.