1.అధిక ఉత్పాదకత.
3mm ఓపెన్ కాయిల్ లైన్ యొక్క ప్లేట్ మందం, 2000mm ప్లేట్ మెటీరియల్ యొక్క నిర్ణీత పొడవు కోసం, నిమిషానికి 30~35 షీట్లను కత్తిరించాల్సిన అవసరం ఉంది, 500mm కంటే తక్కువ ప్లేట్ మెటీరియల్ యొక్క స్థిర పొడవు కోసం, నిమిషానికి 80 షీట్లను కత్తిరించడం అవసరం. అటువంటి అధిక ఉత్పాదకత సాధారణ షీర్ ప్లేట్ మెషిన్ పూర్తి మొత్తంగా ఉండకూడదు.
2.పూర్తి భారం.
ఓపెన్ కాయిల్ లైన్ యొక్క చాలా మంది వినియోగదారులు 2 ~ 3 షిఫ్ట్ సిస్టమ్, షియర్ ప్లేట్ మెషిన్ టు షియర్ 1 ~ 20,000 సార్లు ఒక రోజు. సాధారణ ప్రయోజన షీర్ ప్లేట్ మెషిన్ అటువంటి లోడ్ వద్ద ఉపయోగించబడదు.
3.అధిక విశ్వసనీయత
యొక్క ఒక షట్డౌన్మకా యంత్రండీకోయిలర్ లైన్లో మొత్తం డీకోయిలర్ లైన్ను నిలిపివేస్తుంది. ఆటోమోటివ్ ప్లాంట్ల వంటి వినియోగదారుల కోసం, డీకోయిలర్ లైన్ ఆగిపోవడం కూడా అనేక ప్రెస్ లైన్ల ఆగిపోవడానికి కారణమవుతుంది.
అందువల్ల, అన్కాయిలింగ్ లైన్లో షీరింగ్ మెషిన్ వైఫల్యం రేటు వీలైనంత తక్కువగా ఉండాలి మరియు తప్పు నిర్ధారణ మరియు ట్రబుల్షూటింగ్ సాపేక్షంగా సులభం.
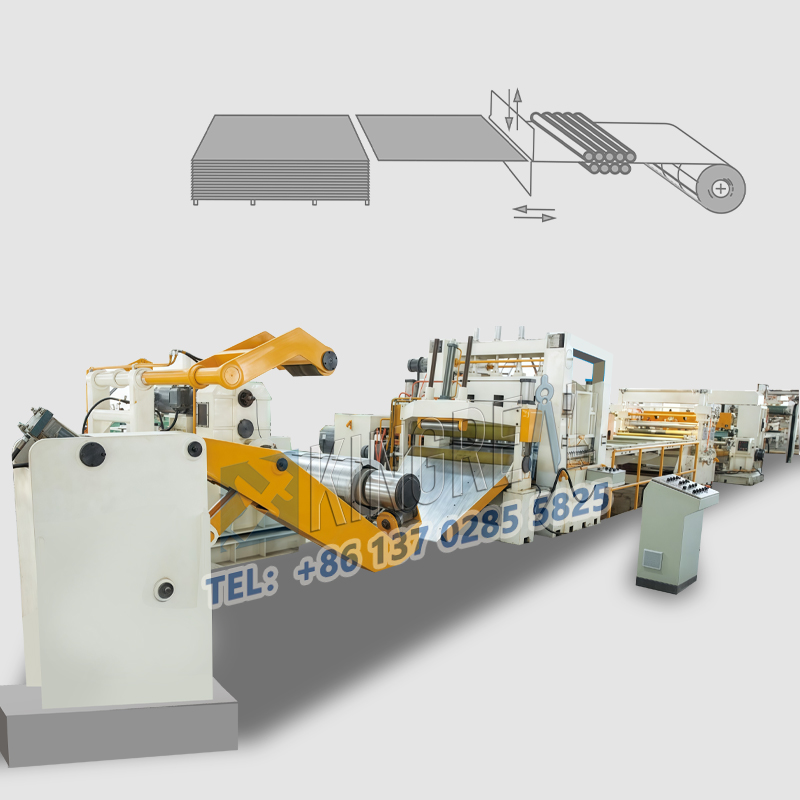
![]()
4.కాయిల్ మెటీరియల్ యొక్క వైవిధ్యం.
సాధారణ షీరింగ్ మెషిన్ అనేది సాధారణ కార్బన్ స్టీల్ యొక్క షీర్ ఫోర్స్ మరియు గాల్వనైజ్డ్ క్లాస్, టిన్, కలర్ కోటెడ్ ప్లేట్, అల్యూమినియం ప్లేట్ యొక్క తక్కువ బలంతో పాటు వాల్యూమ్ మెటీరియల్ని నిర్ణయించడం, కానీ అధిక-బలం ఉన్న స్టెయిన్లెస్ స్టీల్ ప్లేట్, వాతావరణ స్టీల్ ప్లేట్, పిక్లింగ్ ప్లేట్, మొదలైనవి
కారు ఉత్పత్తికి ఉపయోగించే కాయిల్ మెటీరియల్స్: అన్కోటెడ్ కోల్డ్-రోల్డ్ షీట్, హాట్-రోల్డ్ పిక్లింగ్ షీట్, హై-స్ట్రెంత్ కోల్డ్-రోల్డ్ షీట్, హై-స్ట్రెంత్ గాల్వనైజ్డ్ షీట్, సింగిల్- మరియు డబుల్ సైడెడ్ ఎలక్ట్రోలైటిక్ ప్లేటింగ్ షీట్, సింగిల్- మరియు డబుల్- వైపు హాట్-డిప్ గాల్వనైజ్డ్ షీట్, అల్యూమినియం షీట్ మొదలైనవి.
అన్కాయిలింగ్ లైన్ల వినియోగదారులు తరచుగా ప్రాసెస్ చేయబడే పదార్థం యొక్క యాంత్రిక లక్షణాలను పేర్కొనలేరు, కాబట్టి షీరింగ్ మెషీన్ను డిజైన్ చేసేటప్పుడు మరియు ఎంచుకున్నప్పుడు, యంత్రం యొక్క అప్లికేషన్ పరిధిని తప్పనిసరిగా పరిగణించాలి.
5.ప్రత్యేక షీరింగ్ మార్గం.
ప్లేట్ మెటీరియల్ను పేర్చడానికి కొన్ని ఓపెన్ కాయిల్ లైన్లు బర్ర్స్ మరియు రాపిడి ప్లేట్ మెటీరియల్ ఉపరితలం వల్ల కాదు, ప్లేట్ బర్ర్ దిశ యొక్క షీర్ యొక్క అవసరాలు పైకి, కాబట్టి, కత్తి ఫ్రేమ్ను దిగువ నుండి పైకి కత్తిరించాలి, ఇది అండర్కటింగ్ రకం కోత అని పిలువబడే రకమైన కోత.
కన్వేయర్ బెల్ట్ యొక్క కదలిక వరకు ప్లేట్ మెటీరియల్ను కత్తిరించండి, వక్రంగా మారకుండా ఉండటానికి, హెరింగ్బోన్ కోసం బ్లేడ్ ఆకారంలో కత్తి ఫ్రేమ్ అవసరం, ఇది స్థిరమైన ప్లేట్ మెటీరియల్ యొక్క చిన్న పొడవు కోసం ప్రత్యేకంగా అవసరం.